Ремонт клапана горелки (сварочный аппарат)
Нередкий случай неисправности: "Горелка не держит газ. При отпущенной клавише, газ все равно травит." Причина - неисправность клапанного механизма. Устранить неисправность легко.
Общий вид клапана на Рис.1. С одной стороны корпуса выступает шток на который нажимает рычаг рукоятки горелки. Он подпружинен и легко нажимается пальцем. С противоположной стороны мы можем заметить заглушку. Для разборки клапана нам понадобятся тиски и маленький молоточек. Ставим клапанный механизм на тиски (Рис.2) и слегка ударяем по штоку. Заглушка выпадает, а вместе с ней пружинка и шток. Желательно снизу что-то подложить, т.к. заглушка выскочив из отверстия освободит пружинку, которая может потеряться. На Рис.3 (сверху) показано положение узлов клапанного механизма. Снизу (Рис.3) детали механизма: шток (он выполняет роль золотника), пружина, заглушка и сам корпус. После демонтажа клапанного механизма оцениваем состояние уплотнительных колец (Рис.4). В случаях повреждений (закусаны при сборке, порваны и пр.) меняем на новые. Чаще наблюдается целостность колец, но при этом они "сухие". В данном случае достаточно смазать уплотнения силиконовой смазкой (Рис.5) и собрать клапан. Забив заглушку в штатное положение, можно по стыку (корпус-заглушка) слегка накернить.
Эту неисправность можно рассматривать как гарантийный случай. Открыть в новой вкладке
 Рис.1  Рис.2  Рис.3 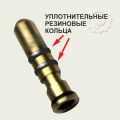 Рис.4  Рис.5
|
 Вход | Регистрация
Вход | Регистрация


