|
Уважаемые клиенты, с 01.01.2024г. мы прекращаем принимать инструменты BOSCH в платный ремонт
Типы изделий:
|
Диагностика и анализ неисправностей:
|
Демонтаж шестерни с вала двигателя (DB 5018) Развернуть ▼
|
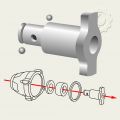
Затронем тему демонтажа шестерни с вала электродвигателя. Необходимость в статье появилась по конкретному случаю ремонта сабельной пилы WORTEX DB 5018. Процедура демонтажа шестерни может касаться не только этой модели. Базовые принципы физики везде одинаковые и приемы решения подобных задач схожи. Пример неудачного демонтажа шестерни на Рис.1. Что бы избежать подобных негативных случаев предлагается эта статья.
Нам необходимо демонтировать шестерню с вала двигателя (Рис.2). В конкретной модели между шестерней и двигателем находится пластиковая деталь. Между этой деталью и шестерней щель очень маленькая и поместить там какой-нибудь съемник проблематично. В нашем случае мы меняем двигатель, который неисправен. Наша задача сохранить все узлы кроме двигателя, он нам не нужен. Что бы увеличить зазор между пластиковым узлом и шестерней мы, ударом молотка (Рис.3_А), принудительно смещаем вал ротора. В результате появится зазор, достаточные для размещения съемника (Рис.3_В).
Теперь про съемники, какие необходимы и какие нам не подойдут. Съемники, показанные на Рис.4, в своем конструктивном исполнении нам не подойдут. У них малая площадь зацепа, а в нашем случае это важно. Наши механики используют сегментный съемник типа такого, который показан на Рис.5. Такой съемник имеет довольно большую рабочую площадь и хорошо охватывает деталь по большой части поверхности (Рис.6).
Зацепы съемников, как правило, имеют скошенную поверхность, которая нужна для того, чтобы иметь возможность подобраться к плотно прилегающим узлам (Рис.7_А_В). В обычной ситуации скошенная часть съемника направлена в рабочую сторону. Демонтировать подшипники, втулки и пр. подобные детали очень удобно. Мы контролируем степень зацепа и наглядно видим как съемник проникает под деталь.
Но в нашем случае это не подходит, т.к. наша шестерня имеет особую конструктивную форму. И если мы попытаемся демонтировать её традиционным способом, то обязательно сломаем. Поясок шестерни будет опираться своей крайней частью, усилие при выпрессовке будет приходиться на центр шестерни и получится что деталь находится на излом (Рис.7). Что бы избежать негативных последствий, необходимо перевернуть съемник так, чтобы ровная часть была направлена в сторону шестерни. В этом случае наша шестерня будет опираться на ровную поверхность, увеличив при этом площадь соприкосновения (Рис.8_А).
И еще можно добавить, Шестерню лучше расположить так, чтобы поясок своими конструктивными отверстиями ложился на рабочие части съемника (Рис.9). В варианте (А) может появиться линия разлома, т.к. поверхность съемника не идеальная и равномерного распределения сил может и не быть. По этому лучше располагать шестерню так, как на Рис.9_В. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2 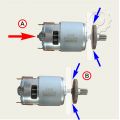 Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7 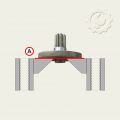 Рис. 8  Рис. 9
|
|
Монтаж ножей на культиваторы Развернуть ▼
|
При монтаже ножей к культиватору иногда возникают сложности из-за несовсем корректного понимания описания в инструкции. В этой статье попытаемся более доходчиво изложить эту тему.
Культиваторы могут быть с разной комплектацией и с разным количеством фрез, в зависимости от мощности самого культиватора. Есть комплектации с тремя, четырьмя и даже пятью цланцами под крепление ножей (Рис.1). На Рис.1 показаны крепления ножей с разным количеством фланцев. И если внимательно посмотреть, то все фланцы повернуты по оси на некоторый угол относительно друг друга. Но есть комплектации где крепления имеют флацы, положения которых относительно друг друга, без осевого проворота. Такой вариант 3+1 показан на Рис.2. Несмотря на различные варианты в конструктивном исполнении фрез, принцип монтажа ножей на держатели практически идентичен. Это касается конструкций с болтовым соединением ножей. Есть варианты где ножи заранее закреплены к фланцам через заклёпки в неразборную конструкцию и собираются иначе, но об этом всегда есть пояснение в прилагаемой инструкции.
Порядок монтажа ножей, где необходимо устанавливать 4 ножа на фланец, показан на Рис.3. Здесь задействуются угловые, по фланцу, отверстия (Рис.3_А). Порядок монтажа ножей таков. Вначале крепим противоположные ножи, к примеру как на Рис.3_В левый и правый. Затем поверх их верхний и нижний. На следующий фланец так же монтируем по-парно (Рис.3_С). Но это только на тех фрезах, где фланцы провернуты по оси относительно друг друга. В случаях с установкой по три ножа на фланец порядок монтажа на Рис.4.
При монтаже следует обратить внимание на конструктив как культаватора, так и самой фрезы. Если неправильно установить ближние к редуктору ножи, то они могут при работе цепляться за корпус редуктора. Ближний к редуктору ряд ножей надо устанавливать изгибом от редуктора. Все дальнейшие действия по монтажу ножей не должны вызывать сложностей. Еще следует обратить внимание на сами ножи. Они есть правые и левые и главное тут не перепутать.
Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2  Рис. 3  Рис. 4
|
|
Демонтаж триммерной головки Развернуть ▼
|
В некоторых триммерах, в частности WORTEX TB 3018-1, иногда сталкиваются с проблемой демонтажа триммерной головки. Проблема заключается в том, что нет доступной возможности добраться до гайки с целью зафиксировать вал двигателя. Есть способ решить эту проблему.
Для этого нам понадобится несложное приспособление и хороший ударный гайковерт. Гайковерт мы используем WORTEX WR 5025. Можно использовать какой-нибудь другой, но с хорошим ударом. В предпочтении пневмо гайковерты. В качестве приспособления используем переделанный болт, в котором стачиваем под квадрат грани (Рис.1_А). Размеры его на Рис.1_В. Снимаем катушку с леской и нашему взору предстает квадратное отверстие (Рис.2). В это отверстие вставляем наше приспособление (Рис.3_А), которое должно легко войти в это отверстие (Рис.3_В).
Далее, используя ударный гайковерт (Рис.4), резким ударом срываем с места триммерную головку. Направление резьбы здесь обычное, т.е. откручиваем против часовой стрелки. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2  Рис. 3  Рис. 4
|
|
Проверка выключателя и контроллера MAKITA Развернуть ▼
|
Прибор 1R413 предназначен для проверки выключателей типа серии C3JW (арт. 650674-3, 650632-9, 650709-0, 650673-5, 650710-5, 650733-3, 650689-0) и серии TGR3 (арт. 650607-8, 650629-8, 650630-3).
Для проверки работоспособности выключателей Makita (Рис.1) нам понадобится прибор 1R413 (Рис.2), любезно предлагаемый компанией Makita и тестер для проверки сопротивлений. Прибор представляет устройство с тремя шлейфами под разные типы выключателей. На боковой части корпуса виден ряд латунных стержней, которые выполняют роль контактов для проверки тестером работоспособности выключателя. Нумерация контактов от 1 до 6.
К разъему прибора (Рис.3) подключаем выключатель в соответствующий разъем (Рис.4).
При отсутствии нажатия на кнопку выключателя между контактами прибора "3"и"4" (Рис.5) сопротивление должно быть близкое к бесконечности (R= ∞).
При легком нажатии на кнопку выключателя R = 20kOm. При дальнейшем нажатии сопротивление падает до нуля (R=0).
Между контактами "2"и"4" (Рис.6) сопротивление должно быть около 20kOm, не зависимо от нажатия кнопки выключателя. (R=20k).
Между контактами "1"и"4" (Рис.7) при нажатии на кнопку выключателя сопротивление должно быть равно нулю (R=0), при отсутствии нажатия - бесконечность (R= ∞).
Между контактами "5"и"4" (Рис.8) проверяется сопротивление без нажатия на кнопку выключателя.
Переключается только рычаг прямого и реверсивного вращения. В положении прямого вращения (Рис.9) сопротивление должно быть близким к бесконечности (R= ∞). В положении реверсивного вращения (Рис.10) сопротивление равно нулю (R=0).
Проверить полевой транзистор контроллера на предмет короткого замыкания можно обычным мультиметром. Для этого необходимо выставить мультиметр в режим проверки полупроводниковых диодов (Рис.11). Подсоединив щупы к контактам контроллера должны получить значение для УШМ 0,8v +-0.1v (Рис.12)и для дрели-шуруповерта 1,1v +-0,1v (Рис.13) Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2  Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7  Рис. 8  Рис. 9  Рис. 10  Рис. 11  Рис. 12  Рис. 13
|
|
BULL SH-1502 _ демонтаж корпуса статора Развернуть ▼
|
При демонтаже корпуса статора отбойного молотка BULL, в моделе SH-1502 могут возникнуть сложности. Если у модели SH-1501 корпус статора демонтируется относительно легко, то у модели SH-1502 корпус статора сидит существенно плотнее и просто так, ударами по ротору его, не повредив корпус, не получится. В данной статье поделимся опытом безопасного демонтажа, освоенного нашими механиками. Следует отметить, что способ опирается на имеющийся у нас инструмент. У кого-то может быть использован несколько иной инструмент, но принцип должен быть соблюден.
Для начала отсоединяем электрическую часть (Рис.1), она в последствии будет мешать. Освобождаем щетки (Рис.2). Устанавливаем съемник как на картинке Рис.3. Если инструмент неновый и сильно поработавший, то не помешает пролить область соприкосновения WD-шкой.
По-тихоньку, не прилагая больших усилий, начинаем съемником стягивать корпус статора. Как только статор немного сдвинется (Рис.4), проведем следующую операцию. В нашем случае резьбовая часть съемника больше отверстия в корпусе статора. Для этого мы рассверливали отверстие на 9-10 мм (Рис.5). Так, что бы съемник мог дальше погрузиться в отверстие. Но это наш вариант. Возможно при использовании другого инструмента, с более тонким съемником, такого не потребуется. После того, как резьбовая часть съемника выбрала всю свою длину, мы добавили проставку (Рис.6) и продолжили процесс до максимально возможного (Рис.7). Далее корпус статора без труда можно извлеч легким постукиванием резиновой киянкой (это если потребуется).
Сам принцип основан на том, что съемник цепляется за стальную обойму, впрессованную в пластиковый корпус (Рис.8). На Рис.8 вид изнутри. Таким способом мы легко, а главное безопасно для демонтируемого узла, сможем выполнить поставленную задачу (Рис.9). Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2  Рис. 3  Рис. 4 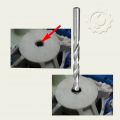 Рис. 5  Рис. 6  Рис. 7  Рис. 8  Рис. 9
|
|
GUNTER, адаптация приводной трубы трубы Развернуть ▼
|
С некоторых пор возникла необходимость адаптировать приводные трубы широкого применения под мотокосу GUNTER.
Штатные размеры мотокос ECO, DGM и GUNTER представлены на Рис.1. Как видно из картинки трубы ECO, DGM и GUNTER имеют одинаковую длину, но отличаются засверленными отверстиями под крепления труб в корпусе и редукторов. У ECO и DGM отверстие крепления расположено в 65-ти мм от края, а у GUNTER 62 мм. Под редуктор у GUNTER необходимо отверстие с удалением от края 24 мм. Отверстия диаметром 4 мм.
Основная проблема несоответствия приводных труб ECO и DGM к GUNTER заключается в том, что приводные валы GUNTER на 16 мм дниннее (Рис.2). При этом, учитывая одинаковые размеры труб, вылет вала за пределы трубы будет на 16 мм больше. Если у ECO и DGM вылет составляет 30 мм, то у GUNTER вылет 46 мм.
Доработка заключается в следующем. Приводная труба широкого применения укорачивается на 16 мм (Рис.3). Затем следует пересверлить отверстия под крепления. Для крепления самой трубы в корпусе понадобится засверлить отверстие 4 мм на 62 мм от края трубы. С другой стороны трубы необходимо засверлить такое же отверстие на 24 мм от края для крепления редуктора (Рис.4).
Труба при этом получится короче штатной и в итоге получится 1484 мм.
Тут следует обратить внимание на соосность положения отверстий, что бы не получилось так, что редуктор после установки не смотрел куда-то в сторону. Для этого необходимо завсерливать отверстия под 90 градусов по отношегнию друг к другу как на Рис.5 Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис.2  Рис. 3  Рис. 4  Рис. 5
|
|
Статическая регулировка (двигатель 4-х тактный) Развернуть ▼
|
Основным узлом механизма регулировки оборотов двигателя является регулятор оборотов (Рис.1). Состоит он из зубчатого колеса с эксцентриковыми грузиками (Рис.1_1), пластикового толкателя (Рис.1_2), оси вращения колеса (Рис.1_3) и опорной шайбы (Рис.1_4). В собранном виде это выглядит так: зубчатое колесо (Рис.2_1), ось (Рис.2_2), толкатель (Рис.2_3) и эксцентриковые грузики (Рис.2_4). Работает регулятор оборотов следующим образом. Зубчатое колесо приводится в движение шестерней коленвала. От вращения колеса под действием центробежных сил эксцентриковые грузики (Рис.3_1) расходятся в стороны (Рис.3_2) и своей пяткой (Рис.3_3) выдвигают толкатель (Рис.3_В).
Толкатель регулятора оборотов упирается в скобу (Рис.4_1). На скобе закреплен рычаг (Рис.4_2). Рычаг крепится к скобе через прижимной винт (Рис.4_3). Этим винтом можно зафиксировать рычаг в нужном нам положении. В конце рычага есть отверстие (Рис.4_4) в которое вставлена тяга (Рис.4_5) связывающая весь механизм регулятора с дроссельной заслонкой карбюратора.
Теперь, как работает механизм в целом. Пружина противодействия (Рис.5_2) через рычаг стремиться задвинуть толкатель (Рис.5_1). При этом дроссельная заслонка карбюратора, через тягу (Рис.5_3) будет полностью открыта (Рис.5_4). Как только обороты двигателя увеличатся, начнут действовать центробежные силы на грузики и они начнут выдвигать толкатель (Рис.6_1), преодолевая усилие пружины (Рис.6_2). Толкатель приведет в движение рычаг и тот через тягу начнет прикрывать дроссельную заслонку карбюратора (Рис.6_3).
Таким образом получается что все основано на балансе противодействующих сил. Пружина стремиться открыть дроссельную заслону карбюратора, а толкатель с грузиками прикрыть ее.
Регулировка сводится к следующим операциям. Ослабляем винт фиксации рычага (Рис.7_1), нажимая на рычаг пальцем, смещаем его в сторону максимального открытия дроссельной заслонки (Рис.7_2) и в эту же сторону поворачиваем до упора скобу (Рис.7_3). Иными словами, в какую сторону мы поворачивали рычаг, в ту же сторону надо поворачивать и скобу. Удерживая рукой рычаг, фиксируем его винтом (Рис.7_1). Принцип работы центробежного регулятора (Рис.8_GIF)
P.S. Если перепутать и сделать наоборот, т.е. отрегулировать на закрытую заслонку и в эту же сторону установить рычаг, то двигатель запустится на предельно максимальных оборотах и на малые обороты выходить не будет. Открыть в новой вкладке
 ЛОГО  Рис. 1 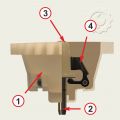 Рис.2 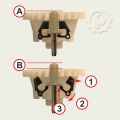 Рис. 3  Рис. 4 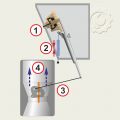 Рис. 5 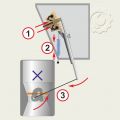 Рис. 6  Рис. 7  Рис. 8_GIF
|
|
EHR-09-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHR-09-3В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле на 380v, ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции.
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
На Рис.6 состояние теплогенератора в режиме продувки.
В случае перегрева устройства, аварийное состояние, срабатывает предохранительный термостат (Рис.7). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев, вентилятор при этом продолжает работать. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.)  Рис.2 (отключ.) 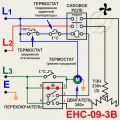 Рис.3 (вентил.) 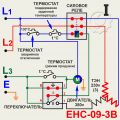 Рис.4 (нагрев 2\3) 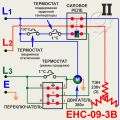 Рис.5 (нагрев полн.) 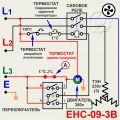 Рис.6 (продувка)  Рис.7 (авария)
|
|
EHR-05-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHR-05-3В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле на 380v, ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции.
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
На Рис.6 режим продувки.
В случае перегрева устройства срабатывает предохранительный термостат (Рис.7). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев, вентилятор при этом продолжает работать. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 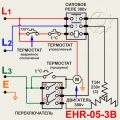 Рис.2 (отключ.) 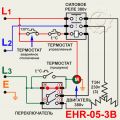 Рис.3 (вентил.)  Рис.4 (нагрев 2\3) 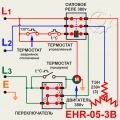 Рис.5 (нагрев полн.) 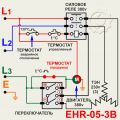 Рис.6 (продувка) 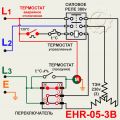 Рис.7 (авария)
|
|
EHR-05-1B _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHR-05-1В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле и ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции.
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
На Рис. 6 показана схема теплонагревателя в режиме продувки.
В случае перегрева устройства срабатывает предохранительный термостат (Рис.7). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев и отключается вентилятор. Открыть в новой вкладке
 ЛОГО 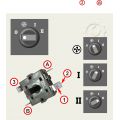 Рис.1 (переключ.) 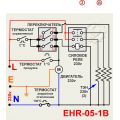 Рис.2 (отключ.) 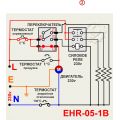 Рис.3 (вентил.)  Рис.4 (нагрев 2\3) 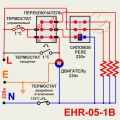 Рис.5 (нагрев полн.) 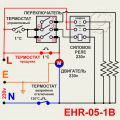 Рис.6 (продувка) 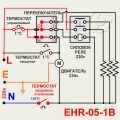 Рис.7 (авария)
|
|
EHR-03-1A _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHC-02-1A
Маркировка выводов выключателя на Рис.1. Внутри две пары контактов, вывод (А) общий. Попеременно замыкается пара (А)-(1), затем добавляется пара (А)-(2).
На Рис.2 теплогенератор в отключенном состоянии. Предохранительный термостат в замкнутом состоянии.
На Рис.3 теплогенератор в состоянии вентиляции. Электродвигатель начинает работать, а ТЭН-ы отключены. ВНИМАНИЕ! Для работы электродвигателя, кроме переключателя режима работы, необходимо переключить регулятор температуры во включенное состояние (Рис.4). По схеме видно, что в цепи питания двигателя регулятор и переключатель соединены последовательно.
На Рис.5 показан режим нагрева. Подключается вторая пара контактов переключателя.
На Рис.6 показано состояние аварийного отключения ТЭН-ов при перегреве. Предохранительный термостат при этом размыкается, обрывая цепь питания ТЭН-ов. Вентилятор при этом будет вращаться. Как такового режима продувки здесь нет. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 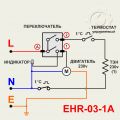 Рис.2 (отключ.) 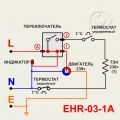 Рис.3 (вентил.)  Рис.4 (регулировка) 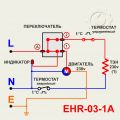 Рис.5 (нагрев) 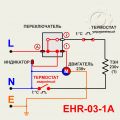 Рис.6 (авария)
|
|
EHR-02-1A _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHC-02-1A
Маркировка выводов выключателя на Рис.1. Внутри две пары контактов, вывод (А) общий. Попеременно замыкается пара (А)-(1), затем добавляется пара (А)-(2).
На Рис.2 теплогенератор в отключенном состоянии. Предохранительный термостат в замкнутом состоянии.
На Рис.3 теплогенератор в состоянии вентиляции. Электродвигатель начинает работать, а ТЭН-ы отключены. ВНИМАНИЕ! Для работы электродвигателя, кроме переключателя режима работы, необходимо переключить регулятор температуры во включенное состояние (Рис.4). По схеме видно, что в цепи питания двигателя регулятор и переключатель соединены последовательно.
На Рис.5 показан режим нагрева. Подключается вторая пара контактов переключателя.
На Рис.6 показано состояние аварийного отключения ТЭН-ов при перегреве. Предохранительный термостат при этом размыкается, обрывая цепь питания ТЭН-ов. Вентилятор при этом будет вращаться. Режим продувки в данной модели не предусмотрен. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 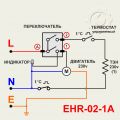 Рис.2 (отключ.) 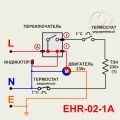 Рис.3 (вентил.)  Рис.4 (регулятор)  Рис.5 (нагрев)  Рис.6 (авария)
|
|
EHC-22-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHC-22-3В
В данной модели переключатель имеет четыре положения включения (Рис.1). Отключенное состояние, вентиляция, режим нагрева на 1\2 от полной мощности и полный нагрев, когда работают все 6 ТЭН-ов. Распиновка контактов выключателя показана на Рис.1. Контактные группы замыкаются поочередно. Порядок замыкания контактов можно будет проследить по дальнейшим схемам.
На Рис.2 показано состояние теплогенератора в отключенном состоянии. Для простоты восприятия фазы питающей сети обозначены разными цветами. Так легче проследить работу устройства.
При первом переключении в положение вентиляции (Рис.3) замыкаются две пары контактов, обеспечивая питанием электродвигатель.
На Рис.4 включается регулируемый термостат для обеспечения дальнейшей работы устройства, но при этом питание на ТЭН-ы не подается.
При переводе переключателя в следующее положение (Рис.5) происходит нагрев на 1\2 от полной мощности. Подключаются три ТЭН-а из шести имеющихся.
Следующее положение переключателя включает полный нагрев (Рис.6) последнее положение переключателя. Работают все шесть ТЭН-ов.
При переводе переключателя в нулевое положение (отключено) может получится так, что теплогенератор слишком разогрет и требуется охлаждение. В этом случае срабатывает термостат продувки (Рис.7), включая параллельную цепь питания электродвигателя с вентилятором. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 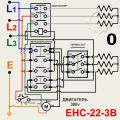 Рис.2 (отключ.) 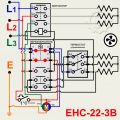 Рис.3 (вентил.) 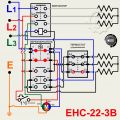 Рс.4 (регулятор) 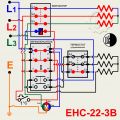 Рис.5 (нагрев 1\2) 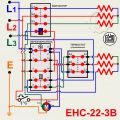 Рис.6 (нагрев полн.)) 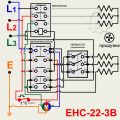 Рис.7 (продувка)
|
|
EHC-15-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHC-15-3В
Переключатель имеет пять положений включения (Рис.1). Отключенное состояние, вентиляция, режим нагрева на 1\3 от полной мощности, нагрев на 2\3 и полный нагрев, когда работают все 6 ТЭН-ов. Распиновка контактов выключателя показана на Рис.1. Контактные группы замыкаются своеобразным образом. Порядок замыкания контактов можно будет проследить по дальнейшим схемам.
На Рис.2 показано состояние теплогенератора в отключенном состоянии. Для простоты восприятия фазы питающей сети обозначены разными цветами. Так легче проследить работу устройства.
При первом переключении в положение вентиляции (Рис.3) замыкаются две пары контактов, обеспечивая питанием электродвигатель.
На Рис.4 включается регулируемый термостат для обеспечения дальнейшей работы устройства, но при этом питание на ТЭН-ы не подается.
При переводе переключателя в следующее положение (Рис.5) происходит нагрев на 1\3 от полной мощности. Подключаются два ТЭН-а из шести имеющихся. Обратите внимание на порядок замыкания контактных групп переключателя.
Следующее положение переключателя обеспечивает нагрев на 2\3 от полной мощности, подключив еще два ТЭН-а (Рис.6). И наконец полный нагрев (Рис.7) последнее положение переключателя. Работают все шесть ТЭН-ов.
При переводе переключателя в нулевое положение (отключено) может получится так, что теплогенератор слишком разогрет и требуется охлаждение. В этом случае срабатывает термостат продувки (Рис.8), включая параллельную цепь питания электродвигателя с вентилятором. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 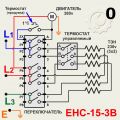 Рис.2 (отключ.)  Рис.3 (вентил.) 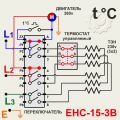 Рис.4 (регулировка)) 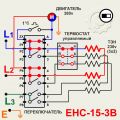 Рис.5 (нагрев 1\3) 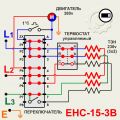 Рис.6 (нагрев 2\3) 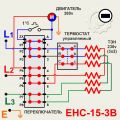 Рис.7 (нагрев полн.)) 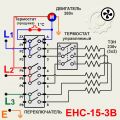 Рис.8 (продувка)
|
|
EHC-09-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHC-09-3В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле на 380v, ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции.
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
На Рис. 6 показана схема теплонагревателя в режиме продувки.
В случае перегрева устройства срабатывает предохранительный термостат (Рис.7). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев, вентилятор при этом продолжает работать. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 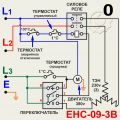 Рис.2 (отключ.) 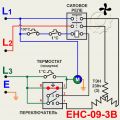 Рис.3 (вентил.) 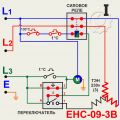 Рис.4 (нагрев 2\3) 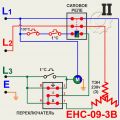 Рис.5 (нагрев полн.)  Рис.6 (продувка)  Рис.7 (авария)
|
|
EHC-05-3B _ ECOTERM Развернуть ▼
|
Электрическая схема трехфазного теплогенератора ECOTERM модель EHC-05-3В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле на 380v, ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции. Как видно из схемы, режима продувки здесь нет (режим когда вентилятор продолжает работать при положении переключателя "выкл." или "0").
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
В случае перегрева устройства срабатывает предохранительный термостат (Рис.6). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев, вентилятор при этом продолжает работать. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 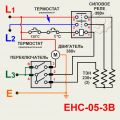 Рис.2 (отключ.) 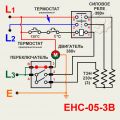 Рис.3 (вентил.) 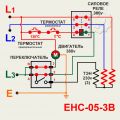 Рис.4 (нагрев 2\3) 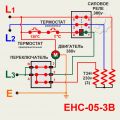 Рис.5 (нагрев полн.) 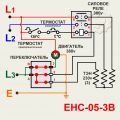 Рис.6 (авария)
|
|
EHC-05-1B _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHC-05-1В
Переключатель имеет две группы контактов (Рис.1). Одна группа замыкает выводы (В)и(3), во второй группе вначале замыкаются выводы (А) и (2), затем добавляется вывод (1). Вывод (А) в этой группе общий.
На Рис.2 состояние теплогенератора в отключенном состоянии. Электродвигатель, силовое реле и ТЭН-ы рассчитаны на 230v.
При переключении в положение вентиляции (Рис.3) подключается только электродвигатель. Теплогенератор переходит в режим вентиляции. Как видно из схемы, режима продувки здесь нет (режим когда вентилятор продолжает работать при положении переключателя "выкл." или "0").
При переводе переключателя в положение (I) (Рис.4) подключаются два ТЭН-а и происходит нагрев на 2/3 от полной мощности. В положении переключателя (II) нагрев происходит на полную мощность (Рис.5).
В случае перегрева устройства срабатывает предохранительный термостат (Рис.6). Такое может произойти, если устройство расположено напротив препятствия, ограничивающего выход горячего воздуха. При срабатывании термостата происходит отключение силового реле (обрывается питание обмотки), независимо от положения переключателя. Прекращается нагрев, вентилятор при этом продолжает работать. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 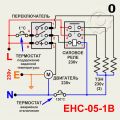 Рис.2 (отключ.)  Рис.3 (вентил.) 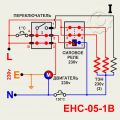 Рис.4 (нагрев 2\3) 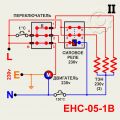 Рис.5 (нагрев полн.) 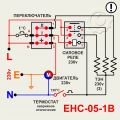 Рис.6 (авария)
|
|
EHC-03-1B _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHC-03-1В
Маркировка выводов выключателя на Рис.1. Внутри две пары контактов, вывод (А) общий. Попеременно замыкается пара А-1, затем добавляется пара А-2.
На Рис.2 термогенератор в отключенном состоянии. Предохранительный термостат в замкнутом состоянии.
На Рис.3 термогенератор в состоянии вентиляции. Электродвигатель начинает работать, а ТЭН-ы отключены. ВНИМАНИЕ! Для работы электродвигателя, кроме переключателя режима работы, необходимо переключить регулятор температуры во включенное состояние. По схеме видно, что в цепи питания двигателя регулятор и переключатель соеденины последовательно.
На Рис.4 показан режим нагрева. Подключается вторая пара контактов переключателя.
На Рис.5 показано состояние аварийного отключения ТЭН-ов при перегреве. Предохранительный термостат при этом размыкается, обрывая цепь питания ТЭН-ов. Вентилятор при этом будет вращаться. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 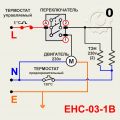 Рис.2 (отключ.) 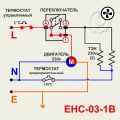 Рис.3 (вентил.)  Рис.4 (нагрев) 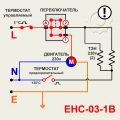 Рис.5 (авария)
|
|
EHC-02-1A _ ECOTERM Развернуть ▼
|
Электрическая схема однофазного теплогенератора ECOTERM модель EHC-02-1A
Маркировка выводов выключателя на Рис.1. Внутри две пары контактов, вывод (А) общий. Попеременно замыкается пара (А)-(1), затем добавляется пара (А)-(2).
На Рис.2 теплогенератор в отключенном состоянии. Предохранительный термостат в замкнутом состоянии.
На Рис.3 теплогенератор в состоянии вентиляции. Электродвигатель начинает работать, а ТЭН-ы отключены. ВНИМАНИЕ! Для работы электродвигателя, кроме переключателя режима работы, необходимо переключить регулятор температуры во включенное состояние. По схеме видно, что в цепи питания двигателя регулятор и переключатель соединены последовательно.
На Рис.4 показан режим нагрева. Подключается вторая пара контактов переключателя.
На Рис.5 показано состояние аварийного отключения ТЭН-ов при перегреве. Предохранительный термостат при этом размыкается, обрывая цепь питания ТЭН-ов. Вентилятор при этом будет вращаться. Открыть в новой вкладке
 ЛОГО  Рис.1 (переключ.) 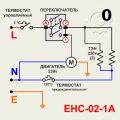 Рис.2 (отключ.)  Зис.3 (нагрев)  Рис.4 (продувка) 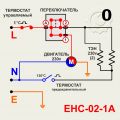 Рис.5 (авария)
|
|
Коды ошибок теплогенераторов (расшифровка) Развернуть ▼
|
Расшифровка кодов ошибок теплогенераторов ECO, ECOTERM, ASILAK.
ECO (Рис.1)
-- E01 – ПЕРЕГРЕВ
Сработала термозащита
-- Е02 - Обнаружено пламя в камере сгорания, хотя розжиг не производился / неисправен
фотоэлемент
-- Е03 - Нет воспламенения в камере сгорания: все 3 попытки розжига неудачны.
Возможные причины: недостаток топлива, забита форсунка, фильтр или шланг засорены,
низкое давление, не работает блок розжига (вышел из строя трансформатор,
повреждены провода или электроды), очень высокая влажность, не работает
электродвигатель
-- Е04 - Неисправен датчик температуры
ECOTERM газовые (Рис.2)
-- Е0 - Электрод (ионизационный датчик)обнаружения воспламенения подключен неправильно.
Неправильная полярность при подключении электрода обнаружения воспламенения.
Недостаточное количество газа в газовом баллоне.
Засорение сопла, электромагнитного клапана или медной трубки, препятствующее потоку
газа.
-- Е1 - ПЕРЕГРЕВ
Недостаточное количество газа в газовом баллоне.
Задняя решетка закрыта или расположена слишком близко к стене.
Срабатывание защиты от перегрева из-за высокой температуры в помещении.
-- Е2 - Неисправен датчик температуры
-- Е3 - Срабатывание защиты от низкого напряжения (ниже 176 В)
ECOTERM дизельные (Рис.3)
-- Е1 - НЕ ВКЛЮЧАЕТСЯ ВЕНТИЛЯТОР
Электропитание неисправно.
Электродвигатель неисправен (повреждена обмотка) или заблокирован ротор
(неисправны подшипники).
Вентилятор заблокирован (что-то попало под крыльчатку вентилятора).
Соединения выключателя ослаблены или неисправны (подгорели).
Заблокирован или неисправен топливный насос.
-- Е1 - ВЕНТИЛЯТОР ВКЛЮЧАЕТСЯ, НО СРАБАТЫВАЕТ ПРЕДОХРАНИТЕЛЬНЫЙ МЕХАНИЗМ
Поток дизельного топлива слабый или отсутствует.
Засорена топливная магистраль.
Сопло засорено или неисправно (механические повреждения).
Фотоэлемент загрязнен или неисправен.
Забита камера сгорания (большое количество нагара) или заблокировано входное
отверстие пушки.
Факел дизельного топлива после горелки не зажигается (плохой распыл).
Дизельное топливо плохого качества (наличие примеси или мусора).
-- Е1 - ОТКЛЮЧАЕТСЯ ВО ВРЕМЯ РАБОТЫ, СРЫВАЕТСЯ ПЛАМЯ
Сорвалось пламя. Для сброса, переведите выключатель питания в положение «0»,
а затем в положение «1».
Нестабильное сгорание топлива, недостаточный поток воздуха.
Сработал датчик перегрева.
-- Е2 - НЕИСПРАВЕН ДАТЧИК ТЕМПЕРАТУРЫ
Датчик температуры неисправен, либо нарушено электрическое соединение (плохой
контакт, повреждена проводка)
-- LC - НЕУДАЧНЫЕ 3 ПОПЫТКИ ПОДЖИГА
Включите и выключите пушку 3 раза в течение 10 секунд
ASILAK (Рис.4)
-- Е1 - ОТКЛЮЧАЕТСЯ ПОСЛЕ НЕПРОДОЛЖИТЕЛЬНОЙ РАБОТЫ
Неправильно выставлено давление
Загрязнен входной/выходной патрубок или воздушный фильтр (поролон)
Загрязнен топливный фильтр
Загрязнена форсунка
Загрязнена линза фотоэлемента
Неправильная установка фотоэлемента (не видит пламя)
Повреждение фотоэлемента
Плохое соединение между основной платой и фотоэлементом (плохой контакт, повреждена
проводка)
-- Е2 - НЕИСПРАВЕН ДАТЧИК ТЕМПЕРАТУРЫ
Неисправен датчик или отсутствует соединение по электроцепи (плохой контакт,
повреждена проводка)
"_ _" - ПЕРЕГРЕВ
Термодатчик перегрелся из-за плохой продувки (неисправна крыльчатка вентилятора,
заблокирован подвод воздуха, например из-за близкого расположения пушки у стены)
Перегорел предохранитель на плате (PCB)
Плохое соединение термодатчика с платой (PCB)
Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис.3  Рис. 4
|
|
Статор, подключение DB-1305 Развернуть ▼
|
Статор к сверлильному станку WORTEX DB-1305 сейчас имеет два варианта исполнения. Ранее поставлялись статора с четырьмя выводами (Рис.1_А). Позже производитель стал предлагать статора с двумя выводами (Рис.1_В). Оба варианта статоров проходят по одному артикулу (JFDP40-5-61) Подключение статора с четырьмя выводами такое: два белых провода идут на щетки, а два черных через выключатель на питание 220v (Рис.2_А). Двухпроводной вариант статора подключается следующим образом. Белый провод подключается к щетке, черный к сети питания 220v (Рис.2_В).
Схематическое обозначение подключения статора с четырьмя выводами на Рис.3, с двумя на Рис.4. Открыть в новой вкладке
 ЛОГО 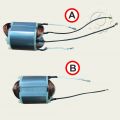 Рис. 1  Рис. 2 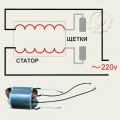 Рис. 3 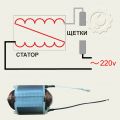 Рис. 4
|
|
Схемы HPW-1825RSE Развернуть ▼
|
Схема подключения электрических цепей очистителей высокого давления ЕСО серии HPW. Открыть в новой вкладке
 ЛОГО 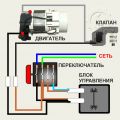 HPW-1825 RSE
|
|
Предохранительная муфта, срабатывает при легкой нагрузке (шуруповерты) Развернуть ▼
|
Нередки случаи обращения в СЦ с претензией на некорректное срабатывание трещотки: "проскакивает", "рано срабатывает", "не затягивается винт, шуруп, трещотка не держит усилие затяжки". Все эти претензии относятся к износу зубьев одного узла - опорной шайбы ограничительной муфты (Рис.1).
Механизм простой. Пружина (Рис.2_А) прижимает через шайбу шарик к опорной муфте (Рис.2_В). При вращении шпинделя шуруповерта шарик упирается в зуб опорной шайбы, обеспечивая некоторое сопротивление свободному проворачиванию шпинделя. При превышении некоторой нагрузки пружина сжимается и по наклонной плоскости зуба пропускает шарик дальше к следующему зубу. Чем сильнее усилие пружины, тем сильнее сопротивление к проворачиванию шпинделя. Так регулируется степень затяжки шурупов и винтов.
При каждом срабатывании трещотки происходит микро удар шарика по зубу опорной шайбы (Рис.3_GIF). В результате появляется выработанное углубление на зубьях шайбы (Рис.4).И чем больше эта выработка, тем легче в дальнейшем шарику преодолевать препятствие. Шарик упирается не в острую грань зуба (Рис.5_1, синяя линия), а двигается по накатанной траектории (Рис.5_2, красная линия). Угол сопротивления качению становится меньше (Рис.6).
Из всего выше сказанного делаем вывод. Срабатывание трещотки это сигнал к тому, что процесс закручивания закончен и "трещать" дальше нет смысла. Чем меньше с этом режиме работает шуруповерт, тем больший срок службы будет у этого узла. Недопустимо использовать трещотку шуруповерта как ударный механизм. Для этого есть другой инструмент.
Вывод: Ограничительная муфта это расходный материал. Износ фиксирующих зубцов опорной шайбы ограничительной муфты является результатом интенсивной эксплуатации инструмента и гарантией не является. Открыть в новой вкладке
 ЛОГО  Рис. 1 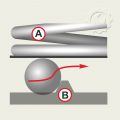 Рис. 2  Рис. 3_GIF  Рис. 4  Рис. 5 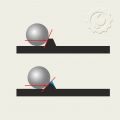 Рис. 6
|
|
Предохранительная муфта, срабатывает при легкой нагрузке (перфораторы) Развернуть ▼
|
Заявление клиента на неисправность: «При незначительной нагрузке слышен характерный треск и не вращается оснастка».
Причиной таких жалоб является срабатывание предохранительных узлов, которые предназначены для фиксирования оснастки с редукторным механизмом. Предохранительные механизмы, в таких устройствах как перфоратор, шуруповерт и им подобные, предназначены для безопасности оператора. Иногда перфоратор может заклинить в пробиваемом отверстии. Это состояние чревато поломкой насадки, самого перфоратора или нанесением травмы рабочему вследствие резкого рывка инструмента, возникающего при мгновенной остановке бура. Для этого перфораторы снабжены предохранительной муфтой, которая служит для остановки вращения патрона при заклинивании инструмента в отверстии. Надо понимать, что это случай аварийный и частое срабатывание весьма не желательно. И вот почему.
Работа предохранительной муфты видна на Рис.1, где А1-прижимная гайка, А2-прижимной механизм, А3-опорная шайба, прижимающая шарики, А4-сепаратор с шариками, А5-шестерня с углублениями под шарики. Роль прижимного механизма на рисунке выполняют пружинные тарельчатые шайбы. Иногда в конструкции может быть использована витая пружина. В качестве блокирующего элемента могут быть шарики, ролики или две сопряженные детали с трапецевидными выступами, которые входят в зацепление между собой.
Рис.2 - под воздействием внешней силы шарик упирается в препятствие (Рис.2_В). Механизм заблокирован и редуктор вращает оснастку. Как только оснастка застрянет в материале при вращающемся редукторе, нагрузка на шарик возрастет и при превышении какого-то значения пружина (Рис.2_А) будет не в состоянии удерживать шарик в заблокированном положении, она сожмется. Шарик при этом перепрыгнет через препятствие (Рис.2_красная стрелка). Наглядно это можно увидеть на Рис.3_GIF. В результате таких перескакиваний, шарик ударяется о препятствие, вызывая срабатывание прилегающих поверхностей. Появляются зазоры (Рис.4_отмечены красным), усиливающие люфты в механизме. При появлении люфтов дальше процесс разрушения будет происходить лавинообразно, т.к. в зазорах появится дополнительный ударный момент. Рис.5- выработка на шестерне, между углублениями под шарики образовалась "дорожка"; Рис.6- "дорожка на опорной шайбе".
Даже незначительные повреждения граней в сопряженных узлах, в данных механизмах, НЕ ДОПУСТИМЫ (!), от слова "совсем". На Рис.7 блокировочный узел в стволе инструмента WORTEX RH-3239. Он не относится к предохранительной муфте, но и тут все грани зацепления должны быть просто идеальными. Грани отмечены красными стрелками.
Чуть подробнее о причине такого требования к этим узлам (для терпеливых и желающих подробно разобраться). Под шариками образуется, пусть и незначительная на первый взгляд, выработка (Рис.8). Для примера деталь от шуруповерта (Рис.9) с подобной "дорожкой". На Рис.10 красная стрелка- внешняя сила, приложенная к шарику и заставляющая его двигаться слева на право (по схеме). Белыми стрелками, вертикальная- прижимающая сила, это действие пружины на шарик и наклонная- противодействующая реакция опоры. Между этими стрелками образуется некий угол. На нижней схеме угол меньше, т.к. точка опоры стала ниже из-за выработки грани.
Рис.11- схема из которой понятно все выше сказанное. От угла между вектором прижимающей силы (N) и обратным вектором реакции опоры (Rp) есть вектор (Ft) обратный внешней силе (P). Этот вектор называется сила трения качения. Он и препятствует перемещению шарика. И чем эта сила больше, тем больше шансов удержать шарик на месте. Конструктивным решением эта сила имеет определенное значение и малейшее отклонение от этих расчетов неминуемо обернется выше описанными проблемами. Открыть в новой вкладке
 ЛОГО  Рис. 1 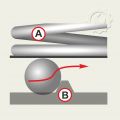 Рис. 2  Рис. 3 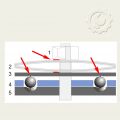 Рис. 4  Рис. 5  Рис. 6  Рис. 7  Рис. 8  Рис. 9  Рис. 10 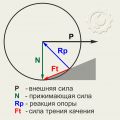 Рис. 11
|
|
Редуктор. Треск в редукторе, отсутствует вращение (шуруповерт) Развернуть ▼
|
На шуруповёрте имеется шкала, с помощью которой можно регулировать непосредственную силу вращения. Поворачивая регулятор, вы выбираете нужный вам режим. Этим же регулятором можно выбрать режим сверления.
Есть несколько правил, которые позволяют значительно продлить срок службы устройства.
1.Избегать сверления шуруповертом твёрдые, бетонные и каменные поверхности, прилагая чрезмерное усилие (для этого есть другие устройства)
2.Не переключать регулятор во время работы шуруповерта
3.После переключения скорости необходимо убедиться что шестерни-сателлиты зашли плотно в зацепление, включив шуруповерт без нагрузки.
Частым повреждением является износ блокировочных зубьев на подвижной шестерне переключения скоростей. На рис.1 пример такого повреждения. При не полностью включенном переключателе (спешка, неаккуратность, невнимательность) происходит проскальзывание зубьев. При неоднократном проскальзывании получается износ зубьев шестерни (Рис.2) - редуктор разрезан для наглядности. В дальнейшем, даже при незначительной нагрузке, редуктор начинает трещать и устройство становится не пригодным для эксплуатации.
Такие повреждения носят эксплуатационный характер и являются результатом либо неаккуратного, либо интенсивного использования инструмента и гарантийным случаем не являются.
В пластиковом исполнении блокировочных зубьев, повреждение происходит на ответной части (Рис.3). Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3
|
|
Укладка проводов статора, выключателя (WORTEX BD-2030) Развернуть ▼
|
При сборке шуруповертов часто возникают проблемы с функционированием выключателя. После сборки выключатель то не нажимается, то заедает в каком-нибудь положении. Вся проблема в неправильной укладке проводов, проходящих под выключателем. Неправильно уложенные провода смещают выключатель в сторону, в результате получается притирание клавиши выключателя о корпус. Это касается многих моделей шуруповертов. В некоторых моделях конструкторское решение более удачное, в каких-то приходится постараться что бы уложить правильно. Но во всех случаях от механика требуется аккуратность и неторопливые действия. Данный случай предлагается разобрать на примере аккумуляторной дрели-шуруповерте WORTEX BD-2030.
Провода под выключателем должны располагаться в один ряд (Рис.1). Предварительно следует убедиться, что выходящий от статора жгут проводв (Рис.2) расправлен и под выключатель уходит в один ряд без нахлестов. Это важный момент, на который не всегда обращают внимание. Под выключателем провода вроде как расправлены и уложены правильно, но из-за нахлеста проводов в начале укладки отклоняет верхнюю часть выключателя, провоцируя притирание клавиши.
Далее укладываем выключатель в штатное ложе. Выключатель должен лечь свободно. Провода от выключателя должны поместиться в свободное пространство между крепежными отверстиями (Рис.3). Не забываем про светодиодную проводку. Она тоже должна быть уложена в штатный канал и не должна мешать положению выключателя (Рис.4). На Рис.5 провод от контроллера к коннектору.
При сборке корпуса половинки должны сойтись точно без приложения каких-либо усилий. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5
|
|
Слабый удар (RH-2829F) Развернуть ▼
|
Жалоба клиента на слабый удар в новом перфораторе WORTEX RH-2829F может быть связана с ошибкой при сборке на заводе производителе. Обнаружены случаи когда в модель RH-2829F были поставлены качающиеся подшипники от модели RH-2427F (Рис.1_А) и (Рис.1_В).
При беглом взгляде они почти не отличаются и по посадочным размерам абсолютно взаимозаменяемы (Рис.1). Визуально же отличить их можно по верхней проточке. В модели RH-2829F она несколько больше (Рис.1_1) чем в модели RH-2427F (Рис.1_2).
Пример с верхней проточкой приведен для визуального отличия. Проблема же заключается в том, что у модели RH-2829F приводной поводок имеет больший угол наклона чем в модели RH-2427F (Рис.1_3) и (Рис.1_4). В результате ход ударного механизма у подшипника модели RH-2829F больше (Рис.2). А это напрямую влияет на энергию удара. Установив штатный подшипник мы решим проблему. Открыть в новой вкладке
|
|
Не достается бита (CWR 0118) Развернуть ▼
|
Не редки случаи, когда приходят в ремонт новые инструменты с жалобой от пользователей "не вынимается бита из гайковерта". Это, в частности, касается гайковертов модели WORTEX CWR0118 (Рис.1).
Наиболее вероятной причиной является недоукомплектованность фиксирующего механизма. Если смотреть схему к этому устройству, то этот механизм обозначен как шпиндель ударный CWR0118 (арт.YN-3310-13), позиция 11.
13-й позицией обозначен шарик, который обеспечивает фиксацию насадки. На схеме он нарисован один, возможно по этой причине и на заводе его иногда устанавливают один. Но их должно быть ДВА! (Рис.2). С одним шариком бита становится как бы на перекос и заклинивает. Добавив дополнительно еще один шарик, мы решим проблему.
Диаметр шарика 3,5 мм. Такой шарик можно подобрать от нерабочего подшипника или повзаимствовать от какого-нибудь инструмента. Мы ставили шарики от производителя MAKITA (арт.216001-0). Открыть в новой вкладке
|
|
Клапана, большой зазор и в чем опасность Развернуть ▼
|
Общая работа клапанного механизма на Рис.1_GIF. Нас интересует место взаимодействия клапана с рычагом механизма газораспределения (Рис.2).
Для наглядности на Рис.3 удалена возвратная пружина клапанной тарелки. На схеме рычаг (Рис.3_1), хвостовик клапана (Рис.3_2) и клапанная тарелка (Рис.3_3). Клапанная тарелка, через возвратную пружину, обеспечивает прижатие клапана к седлу в цилиндре, закрывая каналы впуска-выпуска. При работе хвостовик клапана опирается на рычаг, который и управляет клапаном. Между клапаном и рычагом должен быть температурный зазор, который составляет в большинстве случаев 0,15 - 0,2 мм.
При эксплуатации происходит износ узлов хвостовика клапана (Рис.4_1), клапанной тарелки (Рис.5_1) и контактного места на рычаге. Клапанная тарелка вырабатывается в месте контакта с клапаном (Рис.6). При больших износах этих узлов (Рис.7_1) появляется такой момент при котором хвостовик клапана уже не достает до рычага и рычаг начинает опираться о тарелку (Рис.7_2). Результат такого касания на Рис.8 где виден износ контактной площадки рычага. Синим овалом обозначена контактная площадка такой, какой она должна быть изначально (Рис.8_красная стрелка).
Что происходит в этом случае и чем это опасно? Рычаг опираясь на тарелку отжимает возвратную пружину и освобождает клапан. Клапан выпадает из зацепления тарелки и отправляется в "свободное путешествие" (Рис.9_GIF). Часто это заканчивается встречей с поршнем, повреждая его вплоть до пробивания насквозь.
Из выше сказанного вывод - игнорирование такого состояния клапанов может обернуться большими проблемами с двигателем. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7  Рис. 8  Рис. 9_GIF
|
|
Монтаж уплотнительного кольца на плунжер BULL Развернуть ▼
|
При монтаже уплотнительного кольца на плунжер может возникнуть затруднение, т.к. диаметр плунжера в пределах 23 мм, а внутренний диаметр кольца, которым оно должно сесть на плунжер, составляет чуть более 20 мм (Рис.1). Работа по монтажу имеет свою специфику с которой хотелось поделиться, используя опыт наших механиков.
Есть два способа монтажа. Первый способ заключается в том, что вначале надевается кольцо на плунжер и потом вставляется в цилиндр. Во втором способе кольцо опускается в цилиндр и уже потом впрессовывается плунжер. Оба способа имеют право на применение, но в обоих вариантах требуется аккуратность исполнения.
Первый способ. Кольцо начинаем монтировать с узкой стороны плунжера (Рис.2). Кольцо выполнено из материала очень похожего на какой-то аналог капролона и со схожими физическими свойствами. Он имеет некоторую эластичность. Со стороны, откуда мы собирается надевать кольцо, на плунжере имеется коническая проточка. Она нам поможет легкими ударами натянуть кольцо (Рис.3) Внутренняя часть кольца будет слегка сминаться, принимая форму плунжера (Рис.3_2и3). Это обеспечит плотную посадку для обеспечения герметичного соединения. Так же поступаем и со вторым кольцом. По этой посадке и будет скользить плунжер в качестве насосного элемента. Обратите внимание на то, какой стороной должно быть установлено кольцо. У кольца с одной стороны имеется маленький конический выступ. Он должен быть направлен в сторону цилиндра, т.е. если по Рис.2, то выступ должен быть сверху.
Во втором способе вставляем вначале кольцо конусным выступом вниз (Рис.5_А). Следом вставляем плунжер и проталкиваем всю эту сборку до упора в цилиндре (Рис.5_В). Затем маленьким молоточком аккуратно осаживаем плунжер (Рис.6_А). Наша задача добиться прохождения плунжера через кольцо (Рис.6_В).
ВАЖНОЕ УТОЧНЕНИЕ! Перед сборкой обязательно использовать смазку. Есть рекомендация перед сборкой прогреть кольцо в кипящей воде для улучшения эластичности. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4 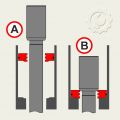 Рис. 5 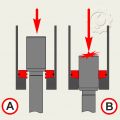 Рис. 6
|
|
|
|
 Вход | Регистрация
Вход | Регистрация