|
Уважаемые клиенты, с 01.01.2024г. мы прекращаем принимать инструменты BOSCH в платный ремонт
Типы изделий:
|
Диагностика и анализ неисправностей:
|
Заклинивание шатуна (ошибки при запуске) Развернуть ▼
|
При первом запуске компрессора надо понимать, что масла в большинстве моделей в картере нет. Об этом сигнализирует стикер, наклеенный на кнопку прессостата (Рис.1). Нередко на это некоторые не обращают внимание и ориентируются на окошко уровня масла. Об этом подробнее.
Вначале о том, как происходит смазывание трущихся узлов. На нижней головке шатуна имеется своеобразная "черпалка" ввиде штырька. Конструктивно она может быть выполнена по разному. Иногда это отливки (Рис.1), иногда прикрученная пластинка (Рис.2), а иногда просто стальной штырек (Рис.3). Работает это так, как на Рис.4_GIF. При вращении коленвала черпалка шатуна ударяется в масло. От ударов масло разбрызгивается. Создается, так называемая масляная "баня", которая и создает смазку всех трущихся узлов. Коленвал при этом находится выше уровня масла и с ним не соприкасается. И тут нужно понимать, что уровень масла должен быть такой, какой оговорен инструкцией. Уровень отслеживается по меткам. Это либо щуп, либо окошко с отметкой для контроля уровня.
При большой разнообразности конструкций крышек картера (Рис.5) все они имеют схожее конструктивное решение по креплению смотрового окошка через резьбовой канал. Если смотреть на крышку картера изнутри (Рис.6), то можно заменить что этот канал имеет некоторую полость (показано красными стрелками) в которую попадает масло и там удерживается некоторое время. Это обусловлено коэффициентом поверхностного натяжения масла, что может ввести в заблуждение наблюдающего (Рис.7). Для проверки работоспособности устройства на заводе изготовителе заливается масло и после проверки сливается. Некоторое его количество остается в картере, это может быть где-то около 50 мл. Это скопившееся в окошке масло порой и вводит в заблуждение пользователя. О том, что масло слито и устройство нуждается в заправке информирует приклеенный стикер (Рис.8)
Иногда при продаже изделия продавец, ускоряя процесс продажи, не устанавливает колеса на компрессор. Если такой компрессор установить на ровную поверхность, то мы заметим большой уклон в сторону смотрового окошка (Рис.9) и уровень масла будет обманчивым (Рис.9_А).
Перед первым пуском необходимо соблюдать несложные правила. Установить колеса (Рис.10) или обеспечить нужный уровень, подложив под кронштейны колес какой-нибудь упор нужной высоты. Наклонить компрессор окошком вверх, с тем что бы слить остатки масла. Поставить обратно компрессор по уровню, убедиться по окошку в достаточном количестве масла (уровень должен находиться по верхней кромке красной метки). При недостаточном количестве долить.
И напоследок о диагностике.
Случай при котором устройство пришло в ремонт с прихваченным шатуном и масло в картере присутствует в полном объеме. Порой бывает такое, что пользователь понял в чем его ошибка и желая скрыть истинную причину неисправности, постфактум доливает масло. Как определить подлог. Если заклинивание шатуна произошло с маслом (заводской дефект), то в нем будет присутствовать алюминиевая пыль и прочие продукты от трения. Алюминиевую пыль легко обнаружить подсветив масло фонариком или на ярком свету (будут заметны блестки). Если масло чистое, можно с большой долей вероятности утверждать, что оно не работало и залито было позднее. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2 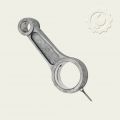 Рис. 3  Рис. 4_GIF  Рис. 5  Рис. 6  Рис. 7  Рис. 8  Рис. 9  Рис. 10
|
|
Редуктор, повреждение зубчатой пары 1 Развернуть ▼
|
Мотокосы и триммеры, поступающие в ремонт, часто имеют повреждения шестерен редуктора, шлицов приводного вала и шлицов чашки сцепления (Рис.1). В некоторых случаях имеет место плохое качество применяемого металла. Но так же следует отметить и такой факт как нарушение условий эксплуатации устройства. Одним из таких нарушений является работа с удлиненными концами режущей лески.
При работе длинными концами лески (Рис.2) нагрузка на редуктор существенно возрастает, что приводит к повреждению связанных узлов. Противодействие вращению передается через леску к шестерням редуктора, на шлицевое соединение редуктора с приводным валом и далее к шлицам чашки сцепления. Для предотвращения нештатного удлинения лески на защитном кожухе имеется обрезающий нож (Рис.3), который отсекает лишнюю леску.
Нередки случаи, когда пользователь игнорирует эти правила и использует устройство либо с неправильно установленным кожухом, отодвинув его от редуктора с тем, что бы увеличить площадь захвата травы, либо без обрезающего ножа (Рис.4_1), либо вовсе не устанавливая кожух.
Иногда происходят ситуации при которых клиент начинает лукавить и убеждать работников сервисного центра, что кожух снят исключительно для удобства транспортировки, а нож отломался буквально перед сдачей косы в ремонт. Такое лукавство легко определяется при внимательном рассмотрении изделия. На Рис.4_2 на торцах обломанного фартука видны следы засохшей травы. Это говорит о том что косили уже без ножа. Также можно определить работу без кожуха (Рис.5) где отсутствуют следы крепления и вся труба вала в прилипшей траве (Рис.5_1). Аналогичная картина и с креплением защитного кожуха (Рис.6_1) где засохшая трава перекрываем место соединения с кожухом.
Если при этих нарушениях требуется замена редуктора, приводного вала или чашки сцепления по причине повреждения шлицевых соединений, то это однозначно не гарантийный случай. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6
|
|
Редуктор, повреждение зубчатой пары 2 Развернуть ▼
|
Эта статься дополнение к предыдущей "Редуктор, повреждение зубчатой пары 1". Продолжить тему побудило то, что иногда не всем понятно почему длина лески существенно влияет на износ редуктора и в случаях с электротриммером, жизнеспособность электродвигателя и установка отсекающего ножа не обязательна.
Начнем с простого: 7-й класс, Физика, Кинематика, Рычаг.
Рычаг находится в равновесии, если произведение силы на плечо по обе стороны опоры будет одинаково.
F -сила, l -длина плеча рычага. F1*l1 = F2*l2. На Рис.1 пример, где на одном плече рычага
груз 10кг, на другом груз 1кг (Рис.1_А). Рычаг находится в равновесии, т.к. груз 1кг находится дальше от точки опоры, относительно груза в 10кг, в десять раз. А груз в 5кг - в пять раз (Рис.1_В). Т.е. условие, выше приведенного уравнения, соблюдаются.
Теперь посмотрим на Рис.2. На правой стороне рычага поместим груз одинакового веса, но на разной длине. Что бы уравновесить рычаг, на левой стороне, в первом случае (Рис.2_А), нам понадобится груз 10кг. А во втором (Рис.2_В) уже 50кг. Теперь представим, что длинное плечо рычага это леска, а на противовесе судьба редуктора и электродвигателя. Трава оказывает одинаковую нагрузку хоть на длинный конец лески, хоть на короткий. Но вот нагрузка меняется и меняется не в лучшую сторону для зубчатой пары редуктора (Рис.3. Электродвигатель так же испытывает значительные перегрузки и тут "умрет" кто-то кто более слабый - или редуктор (Рис.4), или двигатель. Длину лески ограничивает именно отсекающий нож.
Подведем итог. Отсутствие отсекающего ножа дает весомое основание отказать пользователю в гарантийном обслуживании. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
Трос газа, взаимозаменяемость Развернуть ▼
|
Речь пойдет об узле крепления троса газа к кронштейну (Рис.1). Изначально конструкция крепления троса газа к кронштейну имела резьбовое соединение и фиксировалось двумя гайками (Рис.2_А). Сейчас производитель предложил альтернативную версию троса в пластиковом исполнении (Рис.2_В). Оба варианта взаимозаменяемы.
Заменить трос газа с резьбовым креплением на пластиковую версию несложно. Вначале демонтируем трос с резьбой открутив гайки ключом на 13мм (Рис.3_А) и вынимаем из кронштейна (Рис.3_В). Освобождаем Z-образный наконечник от тяги газа на двигателе. Берем трос с пластиковым креплением и подсоединяем Z-образный наконечник к рычагу газа двигателя. Затем, повернув на 90 градусов пластиковое крепление троса так, что бы "уши" крепления совпали с прорезью кронштейна (Рис.4_А), встпвляем трос в кронштейн (Рис.4_В). Довернув обратно на 90 градусов крепление, трос надежно фиксируется в кронштейне. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
Индикатор срабатывания момента затяжки (разрушение) Развернуть ▼
|
Динамометрический ключ как измерительный инструмент момента затяжки резьбовых соединений (Рис.1). Этот инструмент только так и следует рассматривать. Ни для каких срывов болтов и откручивания "укорчевшего" крепежа он не предназначен. Более того, такие операции зачастую могут привести к поломке инструмента. Один из таких случаев в этой статье.
Устройство такого ключа представлено на Рис.2. Из рисунка понятно как работает механизм срабатывания сигнала при достижении нужного крутящего момента. Вращающаяся по резьбе рукоятка, опирающаяся на цилиндр. Далее идет опорный подшипник, обеспечивающий плавное вращение рукоятки. Следом идут два калиброванных цилиндрика, которые опираются на пружину. После пружины расположен шарнирный механизм. Он и является индикатором предустановленного крутящего момента.
По достижении предустановленного значения (данные видны в окошке на ручке) раздается щелчок. Это сработал шарнирный механизм, говорящий о том, что значение достигнуто. Вращая рукоятку, мы сжимаем пружину, усиливая нагрузку на шарнирный механизм. Этим мы задаем нужное значение крутящего момента, которе хотим проверить.
Теперь о срабатывании механизма. На Рис.3 в верхней части, начальное состояние механизма. Часть (В), под действием пружины, через шарнирное соединение (синяя стрелка), прижимается к части (А). Часть (А) это часть ключа относящаяся к трещоточному механизму. Закручивая гайку, создается боковое усилие (красная стрелка). Обе части механизма начинают перемещаться между собой, показанный на схеме синей стрелкой, преодолевая специальный выступ. В какой-то момент проискодит соскакивание части (А) с этого выступа и механизм как бы "переламывается" (Рис.3_нижняя часть рисунка). При этом раздается щелчок (Рис.3_С), что говорит о том, что предустановленное значение достигнуто.
Если проигнорировать этот момент срабатывания индикатора, или намеренно, или не услышав и продолжить прилагать усилие на рычаг ключа, то этот механизм может быть поврежден. Особенно это касается ключей с большими моментами затяжек, т.к. рычаг этих ключей довольно внушительный. Длина рычага таких ключей порой бывает больше метра. Усилия одного человека вполне достаточно, чтобы сломать такой механизм.
Как правило ломается та часть, которая расположена со стороны трещотки (Рис.4_А). Красной линией показано наиболее вероятное место разрушения рычага. В низней части рисунка 4 показан момент после срабатывания механизма, т.е. после щелчка (Рис.4_В). При этом остается зазор между трубой ключа и рычагом механизма индикации (Рис.4_С). Иными словами есть куда "душить" ключ дальше и как результат... "легким" движением руки ключ превращается в неисправный инструмент (Рис.5).
Очень часто, при такой поломке, можно наблюдать дополнительные признаки превышения нагрузок. Это изгиб трубы самого ключа. На Рис.6 показано место, в котором обычно происходит такой изгиб (красная точка на нижней части рисунка). Проверить это можно, приложив уголок к этому месту. В этом месте обычно находится резиновая заглушка под наклейкой. Перед измерением надо аккуратно снять наклейку и вытащить заглушку, т.к. она будет мешать замеру. Затем приложив уголок (Рис.6_верхняя часть рисунка), попеременно нажимая по краям уголка (красные стрелки) мы сможем обнаружить "перекатывание" как на весах. Место, вокруг которого происходит перекатывание и будет местом изгиба трубы ключа.
Данный случай относится к негарантийным и расценивается как превышение допустимой нагрузки на инструмент.
Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5 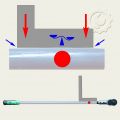 Рис. 6
|
|
Биение, сильная вибрация (мотокоса) Развернуть ▼
|
Часто встречается жалоба клиента на сильную вибрацию мотокосы. Здесь может быть несколько причин. В этой статье предлагаю рассмотреть одну из них.
На рисунке (Рис.1) показано устройство механизма сцепления. Где Рис.1_А приводной барабан, внутри которого вращается муфта сцепления. Муфта сцепления состоит из колодок, иногда с фрикционными накладками (Рис.1_В), которые вращаются относительно оси (Рис.1_С) и пружины, стягивающей эти колодки (Ричс.1_D). При достижении определенных оборотов колодки, под воздействием инерционных сил, расходятся в стороны и прижимаются к стенкам приводного барабана (Рис.1_Е). Через приводной вал происходит вращение косильной головки.
На Рис.2_А двигатель мотокосы, к коленвалу которого через маховик, прикреплена муфта сцепления (Рис.2_В). Далее идет приводная труба с барабаном (Рис.2_С), в который вставлен приводной вал (Рис.2_D), корпус барабана сцепления (Рис.2_Е) и самой трубы (Рис._F). Барабан и вал вставлены в трубу и являются единым механизмом приводной трубы (Рис.3).
Для правильной работы всех этих узлов необходима идеальная соосность двух узлов, оси коленвала с муфтой сцепления (Рис.4_А) и приводного вала в сборе (Рис.4_В).
Если этой соосности нет, например по причине некачественного изготовления корпуса барабана сцепления или посадочных отверстий к нему, происходит следующее. При достижении высоких оборотов двигателя колодки, преодолевая сопротивление пружины, начинают расходиться, прижимаясь к стенкам барабана. При смещенных осях вала и муфты одна колодка уже коснется стенки барабана (Рис.5_А), а вторая еще будет находиться в неконтактном состоянии (Рис.5_В). При далнейшем увеличении оборотов двигателя вторая колодка так же дойдет до стенки барабана и муфта сцепления войдет в плотное сопряжение с барабаном.В результате приводной вал будет пытаться вращаться по своей оси (Рис.5_1, красная точка), а коленвал с муфтой сцепления по своей (Рис.5_2, зеленая точка).
Вот тут и возникнет вибрация. Чем больше обороты и больше несоосность, тем выше вибрация. Иногда такая вибрация становится причиной разрушения маховика, корпуса маховика и даже картера двигателя.
Такая неисправность в большинстве случаев считается гарантийной. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5
|
|
Диагностика AVR Развернуть ▼
|
Для регулировки выходного напряжения в генераторе используется регулятор напряжения (Рис. 1), который соединяется с силовой обмоткой, обмоткой возбуждения и обмоткой ротора через контактные кольца и щетки. Контролируемое напряжение силовой обмотки измеряется и сравнивается с базовым напряжением, которое устанавливается регулировочным винтом (Рис.2_красная стрелка). Если контролируемое напряжение ниже базового (низкое напряжение в розетке), регулятор автоматически увеличивает ток в роторе. Если контролируемое напряжение выше рекомендуемого (высокое напряжение в розетке), регулятор уменьшает силу тока в роторе, и выходное напряжение уменьшается. Постоянный контроль над силой тока в роторе позволяет поддерживать стабильное выходное напряжение.
Корректировка регулятора напряжения:
ВНИМАНИЕ: Корректировка должна производиться при включении электростанции и со снятой крышкой генератора. Избегайте контакта с горячей выхлопной трубой и электрическими проводами. Перед тем как корректировать регулятор напряжения, убедитесь, что частота вращения двигателя в норме.
1. Запустите двигатель и дайте ему прогреться в течение нескольких минут.
2. Используйте точный вольтметр для измерения напряжения в розетке.
3. Отрегулируйте напряжение регулировочным винтом, как показано на рисунке 1, используя отвертку.
Диагностика и поиск неисправностей AVR:
Запустить двигатель и проверить частоту вращения, при необходимости отрегулировать.
Предварительная проверка - замерить выходное напряжение непосредственно в розетке, используя вольтметр.
ВНИМАНИЕ: Нулевое напряжение свидетельствует о разрыве цепи или о полной потере остаточного магнетизма ротора. (Восстановление остаточного магнетизма в статье https://remont.tools.by/diagnostics/view/1682690091).
При неправильных показателях проводим дальнейшую диагностику, используя метод исключения.
1. Подаем постоянный ток в обмотку ротора. Для этого необходимо подсоединить аккумулятор
12В непосредственно к плюсовому и минусовому проводам щеток на коллекторе ротора. Для этого надо снять заднюю крышку (Рис.3_В) и подключиться к щеткам ротора (Рис.4_С)
2. Измеряем выходное напряжение обмотки возбуждения (должно быть 200-250В)
3. Измеряем напряжение основной обмотки (примерно 110-130В)
Если при тестировании, мы получили значения напряжения указанные выше, то неисправность связана с неработающим AVR.
К такому выводу мы пришли, исключив заведомо исправные узлы. Данные тесты подтвердили, что обмотка возбуждения и силовая обмотка исправны. Наличие выходного напряжения в розетке подтверждает исправность щеток, контактных колец и ротора. Следовательно, неисправен регулятор напряжения.
Регулятор меняется целиком и ремонту не подлежит. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
Гайковерт пневматический (принцип работы) Развернуть ▼
|
Для надежной работы пневмоинструмента необходимо соблюдать некоторые правила. После компрессора (Рис.1-1) должен стоять влагоотделитель (Рис.1-2) или более простой (Рис.1-2а). Далее между влагоотделителем и гайковертом должен стоять лубрикатор (Рис.1-3).
Пневматический гайковерт (Рис.2) и его внутреннее устройство (Рис.3). Воздух под давлением раскручивает ротор через лопатки, который передает вращение на дальнейшие узлы. Ударный механизм гайковерта (Рис.4) состоит из 6-ти основных узлов, рамка, 2 молотка, 2 штифта и упорный вал. Молотки имеют особую конструкцию (Рис.5). Относительно одного штифта (Рис.5-А) молоток смещаться в сторону не может, а относительно второго (Рис.5-В) может перемещаться в некоторых пределах (указано стрелками).
Принцип действия следующий (Рис.6). Вращение от ротора передается на рамку. В рамку вставлены штифты которые, в свою очередь, вращают молотки. Молотки имеют выступы и на валу также имеются соответствующие выступы. Войдя в зацепление друг с другом (Рис.6-А) вращение передается дальше на вал (Рис.6-В). Если гайка/болт не поддаются вращению (Рис.7), то вал останавливается, а молоток соскакивает с выступа вала (Рис.7-А) и продолжает дальнейшее вращение (Рис.7-В) Следующий выступ, ударяясь о выступ вала, возвращает молоток в исходное положение. При дальнейшем вращении выступ молотка встречается с выступом вала и происходит удар (Рис.7-С). Если болт/гайка не поддались откручиванию цикл повторяется с позиции (Рис.7-А). Реверсивное вращение обеспечивается перенаправлением воздуха переключающим золотником.
Наглядно работу ударного механизма можно понять по Рис.8_GIF. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6 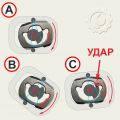 Рис. 7
|
|
Поршень. Какой стороной устанавливать? Развернуть ▼
|
Иногда возникает вопрос, какой стороной установить поршень? Где у него передняя, а где задняя части? Попробуем разобраться.
Как правило, осевое положение пальца поршня несколько смещено в одну из сторон относительно оси самого поршня. На слабонагруженной технике встречаются поршни с пальцами, расположенными на одной оси с осью поршня. В этом случае нет разницы какой стороной устанавливать поршень. Для поршней со смещенным пальцем разница есть и о ней поговорим подробнее.
На (Рис.1_А) ось вращения коленвала, (Рис.1_В) ось вращения шатуна относительно коленвала. Во время работы двигателя (красной стрелкой показано направление вращения коленвала) шатун постоянно находится под некоторым углом к оси цилиндра, причем этот угол постоянно изменяется. Поэтому сила, приложенная к поршневому пальцу, раскладывается на две. Эти силы назовем Fшатуна (Fш) и Fпоршня (Fп) (Рис.2). В результате действия этих сил возникает третья сила, воздействующая на поршень и направленная перпендикулярно оси цилиндра. Назовем ее Fрезультирующая (Fрез.). Чем больше силы Fш и Fп, тем больше будет сила Fрез.
В ВМТ и НМТ вектора Fш и Fп складываются и Fрез. в этом случае будет равна нулю (Рис.3).
После прохождения ВМТ происходит вспышка топливной смеси и поршень перекладывается, т.к. меняется направление силы вектора шатуна (Fш) (Рис._4_А). И в этом цикле сила эта намного больше той силы, что была при сжатии. Если верить справочникам, то боковая сила, прижимающая поршень к стенке цилиндра приблизительно равна 10% — 12% процентов, от силы, действующей в направлении оси цилиндра. У автомобиля это около нескольких сотен килограмм. Из-за скоротечности процесса такое перекладывание поршня можно сравнить с ударом.
Для уменьшения силы удара, при перекладке поршня, ось поршневого пальца (вернее ось отверстия в бобышках поршня под поршневой палец) смещена в сторону основной упорной поверхности, т.е. вперед по направлению движения газов (Рис._5). Дополнительно на днище поршня ставится отметка (Рис.6_А).
По итогу нужно запомнить следующее. Метка на поршне всегда стоит со стороны где палец ближе к стенке поршня (Рис.7_А) и направлена должна быть против хода вращения коленвала (Рис.7_В).
Возникли вопросы, пришлось дополнить статью и разложить более подробно.
На Рис.8 поршни с центральным расположением пальца (слева) и со смещенным (справа).
Вертикальная сила (Рис.8_1), действующая на поршень, раскладывается на две разнонаправленные (Рис.8_2) и (Рис.8_3). Это происходит потому, что вектор шатуна (Рис.8_2) смещен относительно вертикали и направлен на точку опоры шатуна и шейки коленвала. Эти силы прижимают поршень к одной из сторон цилиндра (Рис.8_4). В данном примере вращение коленвала против часовой стрелки.
По мере вращения коленвала шатун принимает противоположные углонаправленные положения, заставляя поршень перекладываться с одной стороны на другую. При скоротечности процесса такие перекладывания сродни ударам. Все эти силы и при цикле сжатия, и при цикле вспышки. Но вертикальная сила, действующая на поршень при вспышке, гораздо больше этой же силы при цикле сжатия. По-этому и сила прижатия к стенке цилиндра при вспышке будет больше. Такое явление негативно сказывается на износостойкости и общей работе двигателя. Чтобы уменьшить такие нагрузки палец смещается относительно оси поршня. Такое смещение обычно с пределах 1-2,5 мм. Теперь о том что происходит.
Если палец расположен по центру и совпадает с осью поршня, то вертикальная сила действующая на поршень будет поровну распределена как на переднюю часть дна поршня (Рис.9_1), так и на заднюю (Рис.9_2). При смещении пальца вертикальная сила будет распределена на дно поршня не равномерно. Это можно с некоторой натяжкой сравнить с коромыслом, где точка переваливания будет на оси поршневого пальца. И чтобы при вспышке топлива уменьшить силу прижатия поршня к стенке цилиндра смещают ось пальца относительно оси поршня против хода вращения коленвала и по ходу отработанных газов.
Получается что на переднюю часть дна поршня приходится меньшая сила (Рис.9_5) чем на заднюю (Рис.9_4) и сила прижатия при этом соответственно уменьшится (Рис.9_6) против варианта с центральным расположением пальца (Рис.9_3). Это происходит потому, что бОльшая сила (Рис.9_4), частично преодолевая меньшую силу (Рис.9_5) пытается удержать поршень в вертикальном положении и значительно снимает нагрузку давления на стенку цилиндра (Рис.9_6) Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7 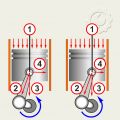 Рис. 8  Рис. 9
|
|
Редуктор. Повреждение зубчатой передачи Развернуть ▼
|
При повреждениях передаточных узлов в редукторе в первую очередь следует обратить внимание на прицепное устройство (Рис.1). А именно на отверстия под палец для крепления навесного оборудования (Рис.2). Отверстие должно быть ровным без эллипса и наклепов (Рис.3).
Если имеются повреждения, такие или похожие как на Рис.3, то это может свидетельствовать только о том, что клиент использовал культиватор как средство для перемещения прицепа. Пример на Рис.4. Такое использование культиватора недопустимо. Об этом прямо сказано в прилагаемой к изделию инструкции на первой странице.
Выдержка из инструкции: "Культиватор – это компактное, многофункциональное устройство для обработки и культивации земли в садах и на приусадебных участках и других целей, при наличии дополнительного оборудования. В устройстве отсутствует вал отбора мощности (ВОМ), т.е.
культиватором не предусмотрена буксировка прицепов, грузов и работа с орудиями с приводом от ВОМ. Производитель не несет ответственности за использование культиватора не по назначению".
Проблема с прицепами заключается в следующем. Прицеп имеет значительную собственную массу и при транспортировке появляются переменные ударные нагрузки на редуктор. Это движение под горку и на горку, по ухабам, ямам и пр. неровностям дороги. Эллипс и наклеп на прицепном устройстве могут только свидетельствовать о том, в каких условиях эксплуатировался культиватор.
Эти случаи не являются гарантийными и относятся к эксплуатации изделия с нарушением условий инструкции. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
Демонтаж насосного механизма (краскораспылитель WORTEX) Развернуть ▼
|
Порой очень сложно достать насосный механизм краскопульта из-за подсохшей краски или лака. Есть простой способ как с этим справиться. В комплекте краскораспылителя имеется дополнительная насадка (Рис.1). Раскручиваем, нам понадобится распылитель деталь "А" на Рис.1. Затем откручиваем рассеиватель от краскопульта (Рис.2) и вместо него вкручиваем распылитель "А", ранее снятый с дополнительной насадки. За этот распылитель вытаскиваем весь насос в сборе (Рис.3). Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3
|
|
BULL _ Схемы (WS-1202-1207, 1211-1214, 1216-1219, 1501) Развернуть ▼
|
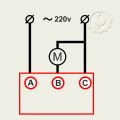
В моделях УШМ BULL WS-1202 и WS-1203 при выходе из строя одного из узлов - выключателя либо регулятора оборотов необходимо менять оба узла одновременно. Такое решение принято на основании практики ремонтов. Были случаи когда менялась заведомо неисправная деталь, а после установки выяснялось что не работает и другой узел. После замены другого узла выяснялось, что неисправна уже и первая замененная деталь. Приходилось снова менять оба узла. В остальных моделях меняется только один элемент, вышедший из строя.
Ниже приведены электрические схемы угловых шлифмашин BULL. На Рис.1 обозначения на выключателях. На выключателях моделей WS-1202 и WS-1203 имеется обозначение только клеммы "2" (Рис.1_А). Номера (1), (2), (3), (4) будут использованы в схемах для этих моделей.
На выключателях модели WS-1204 клеммы обозначены попарно - пара (1) и пара (2) (Рис.1_В). Входные клеммы обозначены аналогично 1 и 2, но с добавленной стрелкой.
ВАЖНО!!! Провод от регулятора оборотов, который подсоединяется на прямую к сетевому проводу, должен быть подключен строго по схеме, т.е. напротив клемы "2" выключателя. На рисунках 2,3,4 это красный провод. В случаях с внешним конденсатором (Рис.2 и Рис.4) один из красных проводов. На рисунках 5 и 7 - черный провод. Открыть в новой вкладке
 ЛОГО 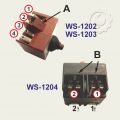 Рис. 1  WS-1202_1  WS-1202_2  WS-1203  WS-1204  WS-1205  WS-1206  WS-1207 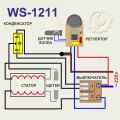 WS-1211  WS-1212 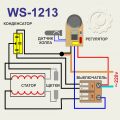 WS-1213  WS-1214  WS-1216  WS-1217  WS-1218  WS-1219  WS-1501
|
|
Выпадает аккумулятор Развернуть ▼
|
Такое явление как выпадение аккумулятора замечено в некоторых моделях шуруповертов WORTEX, в частности это касается модели BD-2030 Dli (Рис.1). Хотя такое возможно и в других аналогичных моделях.
Механизм фиксации аккумулятора на Рис.2. В аккумуляторе есть подпружиненная защелка (Рис.2_А), в корпусе самого шуруповерта имеется ответное углубление (Рис.2_В). Вставляя аккумулятор в корпус (Рис3_А), защелка аккумулятора под действием пружины должна фиксироваться в корпусе шуруповерта (Рис. 3_В). Вставив аккумулятор в корпус до упора слышен щелчок - аккумулятор надежно зафиксирован.
Но иногда этого не происходит, т.е. вставив аккумулятор до упора нет характерного щелчка и аккумулятор выпадает обратно. Это связано с тем, что фиксатор не вошел в зацепление с ответной частью (Рис.4_А). Причина такой неисправности кроется в некачественном литье самого корпуса шуруповерта. На Рис.5 хорошо видно, что если провести линию по месту зацепления в корпусе дрели (Рис.5_А), то заметим выступающую часть (Рис.5_В). Она-то и мешает войти в зацепление фиксатору аккумулятора.
Можно решить данную проблему весьма простым способом. Аккуратно ножом срезать выступающую часть, добывшись ровной площадки (Рис.6_В). Операция несложная и малозатратная. Требуется только аккуратных рук механика. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6
|
|
Схема подключения блока плавного пуска BULL WC-2301 Развернуть ▼
|
|
На блоках плавного пуска УШМ модели BULL WC-2301 отсутствует заводская схема подключения (Рис.1). Ниже приведена схема подключения этого блока (Рис.2). Открыть в новой вкладке
|
|
Заклинивание диска УШМ Развернуть ▼
|
При работе с углошлифовальной машиной (Рис.1)приходится снимать и устанавливать на нее диски при замене на новые или для других материалов.
Для установки или замены оснастки используются ключ входящий в комплектацию инструмента. Это ключ со штифтами, которым фиксирует прижимной фланец (Рис.2_А). Иногда в комплектность инстумента входит второй, вспомогательный ключ (Рис.2_В). Он без штифтов и несколько тоньше привычных нам рожковых ключей. О нем поговорим в конце статьи.
В обычном режиме демонтаж-монтаж оснастки осуществляется довольно легко. Для этого нажатием на стопорный штифт (Рис.3_красная стрелка) фиксируется шестерня, неподвижно связанная с шпинделем. Для этого в шестерне имеется соответствующее углубление (Рис.3_белая стрелка). Предварительно зафиксировав кнопкой шпиндель, комплектным ключом с штифтами откручиваем прижимную гайку в сторону вращения диска. В прижимной гайке имеются соответствующие отверстия (Рис.4).
Иногда во время работы из-за рывков и толчков диска фиксирующая гайка очень сильно затягивается — ее «закусывает». Диск заклинивает, и снять его обычным способом не получается.
Способов для решения такой задачи имеется множество, многие из них можно найти в интернете. Это и нагревание, и принудительное разрушение сменяемого диска, и ударные манипуляции. Но есть вполне легальный, предусмотренный производителем, способ. Для этого воспользуемся вспомогательным ключом (Рис.2_В), о котором упоминалось вначале статьи. Производитель предусмотрел специальные лыски (Рис.5_А) как раз под такой ключ (Рис.6). Ключ заводим под диск (Рис.7), фиксируя шпиндель, и основным ключом с штифтами откручиваем прижимную гайку.
Преимущество такого способа заключается в том, что мы можем приложить значительно большие усилия, не опасаясь разрушения стопорной кнопки вместе с корпусом редуктора. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7
|
|
Электрическая схема двигателя 4-х тактного (датчик масла, модуль, выключатель) Развернуть ▼
|
Конструктивное решение электрической схемы в культиваторах практически одинаковые, но с одним небольшим нюансом. Есть решения, где от рукоятки управления отходит один провод (Рис.1), а есть с двумя (Рис.2). Разница заключается только в том, что в культиваторах с одним проводом закорачивание на корпус реализовано в самой рукоятке, а те которые с двумя проводами один из них закрепляется отдельно на корпус.
На Рис.3 приведена электрическая схема культиватора. Все узлы прописаны и ошибки в монтаже быть не должно. Стрелкой (А) показан провод закорачивания, который может выходить из рукоятки и закрепляться на корпус двигателя. Если провода нет, значит он соединен с корпусом двигателя внутри выключателя.
ВАЖНО!!!
Следует отдельно отметить обязательное соединение контакта датчика масла. Если все остальные соединения будут влиять только на запуск, глушение и работу двигателя, то датчик масла это защитный механизм. При понижении уровня масла он отключается двигатель, созраняя тем самым двигатель от заклинивания. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3
|
|
Не качает новый насос (опрыскиватель) Развернуть ▼
|
Иногда с такой жалобой клиенты обращаются на сервис. И прежде чем искать неисправность в насосе стоит попробовать развоздушить систему. Подсоединить насос к аккумулятору, соблюдая плюс и минус (Рис.1) и при работающем моторе во входной канал залить (лучше шприцем) воду. Если нет шприца, то на входной штуцер надеть подходящий шланг, налить воду и продуть. Важно что бы вода попала в насосный механизм. Направление вход - выход указан на корпусе (красная стрелка). Открыть в новой вкладке
 ЛОГО  Рис. 1
|
|
Разрушение рамы, причина и следствие Развернуть ▼
|
Нередки случаи разрушения рамы крепления двигателя. Были ситуации когда пользователь, в таких случаях настаивает, утверждая, что слабый металл и он рвется либо от вибрации, либо по другой, независящей от него причине. В данной статье попытаемся расставить все точки над "i"
и определить что клиент ошибается.
Мы сейчас говорим о повреждениях в районе крепления бампера. На Рис.1_1 бампер и Рис.1_2 его крепление. На Рис.2 показаны повреждения рамы. Бывают с разрывом, как на Рис.2_А или погнутость Рис.2_В. Иногда могут быть просто трещины с этих местах. Основная причина таких повреждений это столкновение бампера с препятствием. На Рис.3 показано как происходит повреждение рамы. Рис.3_1 показано место соприкосновения бампера с препятствием. Вся нагрузка ложится на болты крепления, которые в данном случае участвуют как оси вращения от ударной нагрузки (Рис.3_2). Т.к. рычаг воздействия усилия довольно большой, а сам культиватор имеет значительную массу, происходит выворачивание кронштейна крепления бампера из общей платформы.
В результате получается повреждение как на Рис2.
Случай это не гарантийный и свидетельствует о нарушении условий эксплуатации. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3
|
|
TIG-сварка, что это такое и какие бывают виды Развернуть ▼
|
Статья для тех, кто хочет разобраться в разновидностях TIG-сварки и какой аппарат нужен для конкретной задачи.
TIG – общая аббревиатура, означающая все аппараты, которые могут варить вольфрамовым электродом в среде защитного газа - аргона (аргонодуговая сварка по-другому).
Основным рабочим элементом является TIG-горелка (Рис.1), в которую вставляется вольфрамовый электрод (Рис.1_А). Внутреннее устройство горелки на Рис.2. Вольфрамовый электрод плавит металл, при этом сам практически не сгорает.
Для справки:
T плавления вольфрама >3000 °C
Для сравнения - температуры плавления:
Железо: ~1540°C
алюминий: 660°C
нержавеющая сталь: 1300-1500°C
Для заполнения сварочной ванны могут дополнительно использоваться присадочные прутки, изготовленные из того же материала, что и свариваемый металл.
Основные преимущества такой сварки:
--- высокое качество сварочного шва
Шов не требует обработки, при этом обладает высокими эстетическими и прочностными характеристиками
--- возможность сваривать разные металлы и сплавы
Нержавеющие стали, медь, алюминий, высоколегированные стали, и многое другое
--- отсутствие брызг при работе
--- возможность работы с тонкими металлами
При наличии режима Pulse (пульс) – можно варить тонкую жесть.
Основными ограничениями являются:
--- невысокая производительность
Процесс не быстрый + время на замену прутков
--- высокая стоимость оборудования, оснащения
Аппарат + расходные материалы + баллон с аргоном + редуктор + шланги + специальная сварочная маска
--- требуется высокая квалификация сварщика
Для получения качественного результата требуется не только опыт, но и знание процессов и методик сварки, знание множества настроек, понимание свойств свариваемых материалов.
--- ограничение работы на улице
При работе на улице, возможный ветер будет влиять не только на качество шва, но и на быстрый износ электрода.
Важно! Под общим термином TIG скрывается обширный ряд аппаратов, сильно отличающихся по функционалу.
Например, далеко не все TIG аппараты могут варить алюминий.
Основное, что надо знать, чтобы отличать модели:
1) Различия между DC, Pulse или AC/DC
DC – сварка на постоянном токе. Позволяет варить большинство металлов и сплавов кроме алюминия, магния. Все TIG аппараты по умолчанию могут работать в данном режиме.
Pulse – сварка импульсами – аналог DC сварки, но позволяет варить тонкие металлы. Ток идет не постоянно, а импульсами, за счет этого металл не так разогревается.
AC/DC – сварка на переменном или постоянном токе. Здесь основной акцент на AC – переменный ток. Этот режим позволяет варить алюминий, магний и их сплавы. Такая категория аппаратов заметно дороже обычных DC аппаратов.
Обычный DC аппарат неспособен разрушить оксидную пленку алюминия (алюминий сильно и быстро окисляется), поэтому нужен аппарат переменного тока. Соответственно такой аппарат в режиме AC может варить алюминий, магний, а в режиме DC – всё остальное. Пример вариантов сварки на Рис.3, Слева сварено переменным током, справа постоянным.
2) LIFT TIG или HF TIG
- LIFT TIG – это разновидность TIG сварки, при которой поджиг осуществляется касанием (по аналогии с обычным электродом для ММА сварки).
Как правило такой вид TIG сварки является самым простым и бюджетным среди TIGов, такую функцию оснащают полуавтоматы, инверторы ММА и даже TIG HF как дополнительную.
Для таких моделей как правило кроме установки сварочного тока нет дополнительных настроек, большинство таких аппаратов работают на постоянном (DC) токе.
- HF TIG – это разновидность TIG сварки, при которой поджиг осуществляется высокочастотным разрядом бесконтактно, для этого достаточно поднести электрод горелки на небольшом расстоянии от заготовки и нажать на кнопку горелки для поджига.
Как правило такой вид сварки идет на специализированных аппаратах для TIG сварки, в таких аппаратах уже могут присутствовать дополнительные настройки для улучшения результата сварки. Такие аппараты вполне могут иметь функции LIFT TIG, MMA и прочие.
Для LIFT TIG и HF TIG существуют разные требования к горелке.
Горелка для HF TIG сварки обязательно требует кнопки (для управления поджигом и подачей газа).
Горелка для LIFT TIG сварки кнопки не требует, так как поджиг идет касанием, но остается вопрос, как управлять подачей газа. На помощь придет горелка с вентилем. В данном случае горелка подключается напрямую к редуктору аргонового баллона, подача газа будет осуществляться открытием вентиля на горелке.
Схема подключения LIFT TIG (Рис.4). Аргон подается минуя аппарат прямо к горелке и его подача регулируется вентилем на рукоятке горелки. Поджиг осуществляется касанием электрода.
Схема подключения HF TIG (Рис.5). Аргон подается на аппарат, где электромагнитный клапан открывается кнопкой горелки вместе с поджигом. Поджиг бесконтактный и управляется кнопкой.
В ассортименте Solaris есть TIG горелки универсального формата, которые оснащены и вентилем и кнопкой. Т.е. если использовать ее для аппаратов с LIFT TIG, то в этом случае кнопка и разъем кнопки остаются незадействованными и разъем не подключается к аппарату. Но если использовать такую горелку для аппаратов HF TIG, тогда разъем кнопки подключается к аппарату, кнопка используется, а вентиль просто открывается и не используется как регулятор подачи.
Ну и примеры из нашего ассортимента:
Функцией LIFT TIG оснащены модели Solaris MMA-257, MIG-201, MULTIMIG-221, MULTIMIG-227, MULTIMIG-245, все указанные модели работают на постоянном (DC) токе.
Функцией HF TIG оснащены модели Solaris TIG-200P, TIG-220 AC/DC, при этом:
модель TIG-200P работает в режиме постоянного тока (DC) и импульсном (Pulse)
модель TIG-220 AC/DC работает в режиме переменного (AC) и постоянного (DC) токов. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5
|
|
Плата управления, отрыв радиатора ( WORTEX SE 4524 ) Развернуть ▼
|
В модели садового измельчителя WORTEX SE 4524 обнаружен негативный момент - отрывание радиатора охлаждения транзистора от самой платы с повреждением контактов пайки.
Такая неприятная ситуация связана с конструктивной недоработкой фиксации самого радиатора (Рис.1).
Работа измельчителя сопровождается ощутимой вибрацией. Радиатор имеет некоторую массу, но на плате удерживается только за счет припаянных ножек транзистора (Рис.2). От вибрации радиатор подвергается тряске и пайка по просту отваливается. Нарушается контакт и изделие перестает работать.
Есть простое и эффективное решение проблемы. Необходимо засверлить два отверстия как показано на Рис.3. Там есть свободное место. Отверстие может быть 3-5 мм. Через эти отверстия следует пропустить стяжку пожходящего размера и затянуть ее как на Рис.4.
Этим самым мы обеспечим надежную фиксацию радиатора к плате и вибрация не будет негативно
влиять на припаянные ножки транзистора. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2 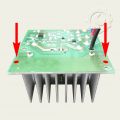 Рис. 3  Рис. 4
|
|
Регулятор оборотов_изменение подключения (WS 1014S) Развернуть ▼
|
Поступившие на наш склад регуляторы оборотов к щеточной шлифмашине WORTEX WS 1014S имеют измененную схемотехнику. Подключение у них отличается от ранее установленных в инструментах. Внешне они почти не отличаются. Положение и цветовая маркировка проводов соответствуют оригиналу, но внутренняя разводка имеет отличие.
На Рис.1 оригинальный регулятор оборотов. На нем с обратной стороны имеется подстроечный резистор (Рис.1_А). На полученных новых регуляторах этого резистора нет (Рис.2_А). На оригинальном регуляторе на корпус нанесена схема подключения, на аналоге этой схемы нет. Это основные отличия этих регуляторов.
В обоих регуляторах красный и синий провода являются питающими и подключаются к выходу выключателя (230V), черный работает как управляющий.
В оригинальном регуляторе оборотов к обмотке двигателя подключаются красный и черный провода (Рис.3) - здесь красный общий.
В варианте подключения регулятора-аналога к двигателю подключаются черный и синий, общим здесь будет синий (Рис.4). Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
Не качает DGM BP-A111 Развернуть ▼
|
Столкнулись с такой проблемой как "не качает жидкость". Речь идет, пока, о модели насосов DGM BP-A111 (Рис.1).
Разгорор пойдет о шпонке, приводящей в движение крыльчатку (Рис.2). Если после диагностики установлено, что все узлы исправны, т.е. двигатель работает, поплавковый выключатель срабатывает, визуально вал вращается (снаружи мы видим только вращение ножа измельчителя), но жидкость при этом не перекачивается. Возможной причиной может быть смещение шпонки, стопорящей крыльчатку на валу двигателя.
На Рис.3 общая схема насосной части. Где (А) - вал двигателя с проточкой под шпонку, (В) - крыльчатка, (С) - пластина режущего механизма измельчения, (D) - нож измельчителя и (Е) - прижимная гайка. Как видно из рисунка, проточка под шпонку на валу сплошная и проходит почти через весь вал. И если в связке шпонка-вал имеется люфт, то у шпонки появляется возможность сместиться вниз, выпадая при этом из зацепления с крыльчаткой.
На Рис.4 зеленым цветом показана шпонка, находящаяся во втулке крыльчатки и красным, когда шпонка сместилась вниз и вышла из зацепления с крыльчаткой.
P.S. Были случаи, когда шпонка вовсе отсутствовала у новых изделий.
Данный случай относится к гарантийным. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3 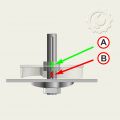 Рис. 4
|
|
Шпилька, проворачивание в корпусе, восстановление Развернуть ▼
|
Бывают случаи, когда шпилька проворачивается в корпусе. Это может быть связано с приложением превышающих нагрузок на резьбу при закручивании гаек крепления шины. В большинстве приходится менять весь корпус бензопилы целиком. Но в крайних случаях можно воспользоваться отработанным приемом восстановления крепления шпильки в корпусе. В большинстве случаев это помогает.
На Рис.1 такой случай. Провернувшаяся шпилька уже не удерживается в корпусе и свободно выдвигается наружу (Рис.2). Можно просто посадить шпильку на эпоксидную смолу, но это не даст достаточно надежного эффекта. Дело в том, что шпилька может выкрутиться как по самой эпоксидке, так и вместе с эпоксидной смолой из корпуса.
Предлагаем такой способ решения проблемы. На шпильке делаются пропилы поперек резьбы (Рис.3). Количество пропилов не оговаривается. Такую же операцию проделать и на корпусе в посадочном месте (Рис.4_А). Все это для того, что когда мы посадим шпильку на эпоксидную смолу, при застывании и за счет этих углублений будет блокироваться возможное откручивание. Эпоксидка в этих пропилах будет играть роль шпонок. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис.3 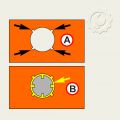 Рис.4
|
|
Установка колец ECO AEP-40-600 Развернуть ▼
|
Поршень компрессорной головы AEP-40-600 имеет три кольца. Из них два компрессионных (Рис.1_А)
и одно маслосъемное (Рис.1_В). Кольца имеют конструктивный профиль (Рис.2). Устанавливаются кольца следующим образом. Маслосъемное кольцо устанавливается в нижней части поршня и по профилю скошенными фасками вверх (Рис.3_нижнее кольцо). Компрессионные кольца расположены в верхней части поршня и проточкой направлены вниз (Рис.3_верхние кольца). Порядок установленных колец на Рис.4. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
DGM Water 140/160 (реле с фиксатором, с резьбой - взаимозаменяемость) Развернуть ▼
|
Очистители высокого давления DGM Water-160 могут комплектоваться реле давления в конструктивном исполнении клапанного механизма TSS с креплением под фиксатор и под резьбу (Рис.1).
Бывают случаи, когда в наличии отсутствует TSS-клапан с нужным конструктивным исполнением по креплению. Эта проблема решается просто. Конструктивно они выполнены идентично. Отличие составляет лишь верхняя крепежная деталь (Рис.1_А и В).
К примеру у нас имеется TSS-клапан с креплением под резьбу (Рис.1_В). Заменить надо клапан с креплением под фиксатор (Рис.1_А). Для начала демонтируем неисправный TSS-клапан (под фиксатор).
Шток с пружинкой выбрасываем (Рис.2), т.к. в любом случае там уже будет износ, возможные задиры и пр. Внутри корпуса останется вставка с седлом под клапан. Демонтировать его легко с помощью подходящего самореза (Рис.3). Вкручиваем и достаем все вместе. Нам он не нужен, его тоже выбрасываем (Рис.4). Ну и в конце просто меняем на шток с пружиной и вставку от нового TSS-клапана (с резьбовым кремплением) (Рис.5).
Точно такую процедуру можно выполнить и в обратном порядке, т.е. шток и вставку от TSS-клапана с креплением под резьбу заменить новыми деталями от TSS-клапана с креплением под фиксатор. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5
|
|
Условия эксплуатации Развернуть ▼
|
Сразу определимся с какой глубины поверхностный насос поднимает воду?
Часто в инструкции к насосу пишут, что MAX значение глубины всасывания 8-9 метров. В расчетах всегда учитывается глубина до зеркала воды (Рис.1). Важно понимать что глубина, на которую опущена всасывающая магистраль, на результат не влияет, расчет идет от зеркала воды. От зеркала воды до входа в насос должно быть не более 8-9 метров. Именно от «зеркала» до входа в насос, не до поверхности грунта! От земли до воды может быть 6 метров, а сам насос может находится на втором этаже дома. При таком раскладе высота всасывания увеличивается еще, например, на 3 метра - это нужно учитывать.
Также к расчетам следует прибавить горизонтальный трубопровод (Рис.2). Здесь расчет такой. Каждые 10 метров горизонтальной трубы добавляет один метр вертиказного значения. Т.е. к примеру высота подъема составляет от зеркала воды до входа в насос 9 метров и горизонтальные трубы в сумме получаются около 15 метров. По итогу получится что вертикальный подъем воды должен быть 9+1,5 (15м/10) = 10,5 метров. При таких условиях насос работать не будет.
Есть еще один момент. К примеру, прошлым летом была установлена насосная станция и успешно работала. Уровень был 9 метров от зеркала воды до входа в насос. Но, следующий сезон, к примеру, выдался засушливым, уровень воды упал на 2 метра (Рис.3). Расстояние от зеркала до входа в насос теперь составляет 11 метров. С вероятностью 99% система работать с прежней производительностью не будет. Итог: насос слабо качает воду. А если прибавить всевозможные горизонтальные трубы, то и вовсе может не качать.
Почему имеется ограничение по высоте подъема воды? Речь здесь идет о поверзностных насосах. Все упирается в законы физики и определяется атмосферным давлением. Т.е. если в каком-то месте снизить или убрать атмосферное давление, то тело (в данном случае вода) начнет перемещаться в ту сторону, т.е. в сторону разрежения. Этим и занимается насос. Он не совсем качает воду, он создает условия для ее перекачки. Иными словами, в полости выше водяного зеркала создает разрежение и атмосферное давление перемещает воду в сторону разрежения. В свое время Блэз Паскаль опытным путем выяснил, что атмосферное давление равно 760мм ртутного столба (для опытов он выбрал ртуть) (Рис.4). Вода в 13,6 раза менее плотная чем ртуть (при нормальных условиях) и по итогу мы получаем значение 760*13,6 = 10336 мм или 10,3 метра. Вот это и есть предел высоты на которую можно подтянуть воду. И это при условии, что в насосной части будет абсолютный вакуум. Технически это почти невозможно.
Вот по этому и фигурируют данные по насосам про подъем воды на 8-9 метров.
Еще одной ошибкой в организации трубопровода это образование, так называемых воздушных карманов или пробок. Это когда входные к насосу трубы выше входного патрубка насоса (Рис.5). Для эффективной работы насоса такого следует избегать иначе опять вернемся к проблеме с перекачкой воздуха вместо воды. Открыть в новой вкладке
 ЛОГО 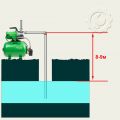 Рис. 1  Рис. 2 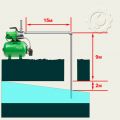 Рис. 3 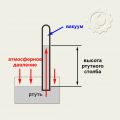 Рис. 4 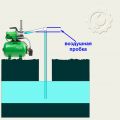 Рис. 5
|
|
Втулки приводной трубы, замена Развернуть ▼
|
Для замены втулок в приводных валах к мотокосам есть простое решение. Для этого понадобится нехитрое приспособление в виде крючка (Рис.1).
Зажимаем приспособу в тиски "зубом" в верх (Рис.2). Продеваем на нее трубу с втулками, требующими замены так, что бы зацепиться за втулку (Рис.3). Для надежной фиксации крючка за втулку перекашиваем трубу как на Рис.4. На Рис.5 примерное положение рук при демонтаже втулки. А затем просто сдергиваем втулку. Втулки легче достанутся если вовнутрь трубы пролить WD-шкой. Если повезет, то слетают сразу две втулки (Рис.6). Возможно эти втулки "встретились" уже до ремонта и попали под съемник в паре.
Монтаж еще проще. Для этого понадобится полдюймовая пластиковая водопроводная, толстостенная труба длиной не более метра, на которой необходимо поставить метку до которой следует заглублять втулку (Рис.7). Для метки достаточно приложить втулку, определив мето ее положения в трубе и приложив пластиковую трубу сделать отметку по краю приводной трубы. Затем добавив WD-шку проталкиваем втулку пластиковой трубой до нашей отметки. Так же поступаем и с остальными втулками.
Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5  Рис. 6  Рис. 7
|
|
Заклинивание шатуна (ECO AE251-1, DGM AC-127) Развернуть ▼
|
В компрессорах довольно частой неисправностью является прихватывание шейки шатуна к коленвалу. Основная причина подобной поломки - это недостаток смазки. Это справедливо для всех типов компрессоров. Однако бывают исключения и в частности это касается моделей ECO AE251-1 и DGM AC-127. Здесь имеет место быть изначально неудачная сборка на заводе. Из практики ремонтов было определено, что установка шатуна в этих конкретных моделях требует соблюсти некоторые правила.
Шатун (Рис.1) имеет следующую конструкцию. В шатуне, в нижней его части, имеется подводящее отверстие для смазки. На Рис.2 показаны 2 проекции, (А) и (В). В проекции (А1) обычный вид, (А2) полупрозрачный для демонстрации подводящего канала. В нижней части шатуна (Рис.2_А2) виден канал отверстия. В проекции (В) показано направление канала. (В3)-обычный вид, (В4)-полупрозрачный, (В5)-в разрезе. Исходя из выше сказанного, шатун должен быть установлен на коленвал входным отверстием подводящего канала в сторону электродвигателя (Рис.3). В противном случае возможно масляное голодание шейки шатуна и как следствие его прихватывание к коленвалу. Это обусловлено конструктивным решением в изготовлении самого картера. По какой-то причине получается так, что при установке шатуна отверстием от двигателя масло не попадает в канал шатуна. Возможно это какая-то недоработка конструкции, но разговор сейчас не об этом. Наша задача минимизировать риск прихватывания шатуна к коленвалу и одно из решений оговорено выше.
Но это не отменяет общие причины поломки и при диагностике следует обращать внимание на наличие масла и на правильность установки шатуна. Как писалось в другой статье "Заклинивание шатуна компрессора (ошибки при первом пуске)"_
бывают случаи, когда из-за недостатка масла или его отсутствия происходит заклинивание. Пользователь, поняв свою ошибку, пытается скрыть ее, долив масло после произошедшего повреждения. Обнаружить подобную "хитрость" можно рассмотрев залитое масло и поверхность картера. Если масло имеет частицы алюминия и на поверхности картера имеются его остатки, то скорее всего задир произошел с залитым маслом. Если подсветить такое масло фонариком, то легко можно будет заметить блестящие частицы, плавающие внутри. Но тут следует обратить внимание на количество залитого масла, возможно его было мало. Если же масло чистое, то это может свидетельствовать о том, что клиент доливал масло после повреждения, что бы скрыть свою ошибку. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3
|
|
Сползание резины с ведомого ролика Развернуть ▼
|
Нередким случаем является такая неисправность как повреждение ведущего ролика из-за разрушения резиновой манжеты. Причиной такой неисправности, в большинстве случаев, является неправильное использование инструмента.
При перемещении шлифмашины по линии движения ленты (Рис.1), нагрузка на резиновую манжету ведущего ролика (Рис.1_А) распределяется равномерно. Полоса обрабатываемой поверхности при этом будет равняться ширине шлифовальной ленты. Из желания ускорить процесс и увеличить ширину обрабатываемой поверхности, некоторые пользователи начинают производить шлифовку поворачивая инструмент под углом к линии движения (Рис.2). При этом, ведущий ролик с резиновой манжетой получает боковую нагрузку (Рис.2_А) и начинает постепенно смещаться в сторону.
На Рис.3 результат таких действий. Резиновая манжета сползает с ролика и начинает касаться стенок пластикового защитного корпуса, оплавляя его (Рис.4). На Рис.5 обратная сторона оплавленной стенки корпуса.
Дополнительно стоит отметить случаи оплавления, а чаще прорезания, стенок защитного корпуса самой шлифовальной лентой. Здесь два момента. Первый - неправильно отрегулировано натяжение ленты (непараллельность роликов ведомого и ведущего) и опять же боковая нагрузка при неправильной эксплуатации.
Такие случаи нельзя рассматривать как гарантийные. Исключением могут являться случаи разрушения резиновой манжеты без следов сползания в сторону и при правильной регулировке роликов. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4  Рис. 5
|
|
Проворачивается редуктор (шуруповерты MAKITA) Развернуть ▼
|
Заявленная неисправность - проворачивается редуктор при попытке зажать в патрон оснастку или не блокируется патрон при попытке открутить оснастку.
Механизм блокировки патрона на Рис.1 где деталь (А) механически связана с патроном, а деталь (В) связана с сателлитами редуктора. Деталь (А) имеет с боков проточки, рядом с ними расположены ролики. При повороте делали (А) эти ролики и осуществляют блокировку патрона.
Рис.2_А - ролики не заблокированы и позволяют свободно вращаться редуктору вместе с патроном. Как только мы начинаем проворачивать рукой патрон в ту или иную сторону (Рис.2_В), происходит блокировка роликов (места блокировки отмечены красными стрелками), редуктор не проворачивается и появляется возможность либо ослабить, либо зафиксировать оснастку в патроне.
Далее о том, чего стоит избегать для предотвращения вышеописанной неисправности. Деталь, показанная на Рис.3 является нижним узлом редуктора, на котором есть сателлитные шестеренки. Шестеренки расположены с одной стороны, а другая сторона детали выполняет роль сепаратора для роликов и одновременно их блокиратором. При сборке следует правильно ее установить. Если присмотреться, то зазоры у этого узла разные. Одна пара промежутков больше (Рис.3_А), другая пара меньше (Рис.3_В). Расположены они противоположно относительно друг друга. Так вот ролики должны находиться в меньшем промежутке. На рисунке это (Рис.3_В). Это важно!
И самая, наиболее вероятная причина, особенно если это касается новых устройств, диаметр роликов. В идеале они должны быть 3,99мм. В частности, это касается модели MAKITA DDF-481. Именно в этой модели были отмечены не единичные подобные неисправности, возможно была допущена какая-то ошибка на заводе.
Ну и соответственно износ этих роликов будет причиной той же неисправности. Открыть в новой вкладке
 ЛОГО  Рис. 1  Рис. 2  Рис. 3  Рис. 4
|
|
|
|
 Вход | Регистрация
Вход | Регистрация